Ripristino Lunetta Daytona "200"
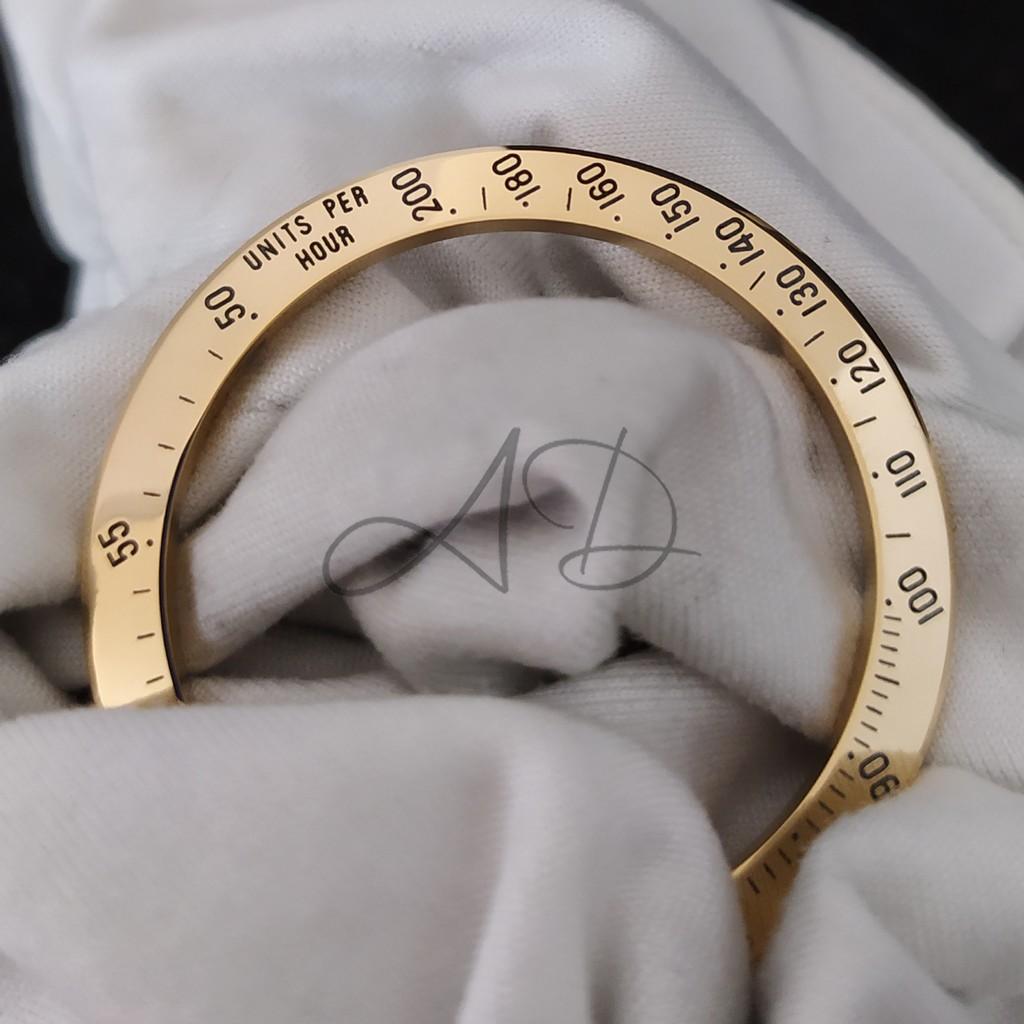
Sul banco uno dei componenti Rolex più ricercati dai collezionisti: una lunetta "200" in oro 18 carati, utilizzata per la prima serie di Daytona con referenza cinque cifre. Questa particolare lunetta con scala tachimetrica incisa fino al numero 200 viene utilizzata sui primissimi modelli "Daytona zenith" con vetro zaffiro prodotti tra il 1987 ed il 1989. Essendo in materiale nobile può esser montata sia per la referenza 16528 sia per la 16523. Come spesso accade, non vi sono assolute certezze riguardo l'effettiva durata di produzione di questo particolare componente; in linea generale possiamo affermare che una ghiera di questo tipo deve esser presente in tutti i Daytona cinque cifre con Seriale "R" e per una buona parte del seriale "L" (normalmente si ritengono coeve lunette di questo tipo fino ad L4/L5). Nello specifico, l'oggetto si presentava abbastanza compromesso: la battuta superiore era stata deformata così come il bisello che è stato completamente rimosso da una lucidatura a spazzola decisamente approssimativa. Per quanto riguarda la superficie piana con tutte le incisioni della scala, la situazione non risulta affatto migliore rispetto alle precedenti. Il piano non è stato assolutamente rispettato e molti numeri sono privi della vernice al loro interno. L'operazione di ripristino di queste lunette è molto delicata e spesso durante il processo bisogna scendere a qualche compromesso per raggiungere il miglior risultato possibile senza compromettere le caratteristiche originarie del componente.


Si inizia sempre con un'ispezione generale del componente per capire la reale fattibilità della lavorazione. Spesso si vedono lavori "forzati" che anziché migliorare la situazione finiscono per creare problemi irreversibili peggiori di quelli iniziali.

Le geometrie della lunetta sono state completamente alterate dalle precedenti lavorazioni.

Con l'aiuto della luce appare evidente la non planarità della superficie incisa.

Anche lo spigolo inferiore risulta malamente compromesso dagli urti subiti.
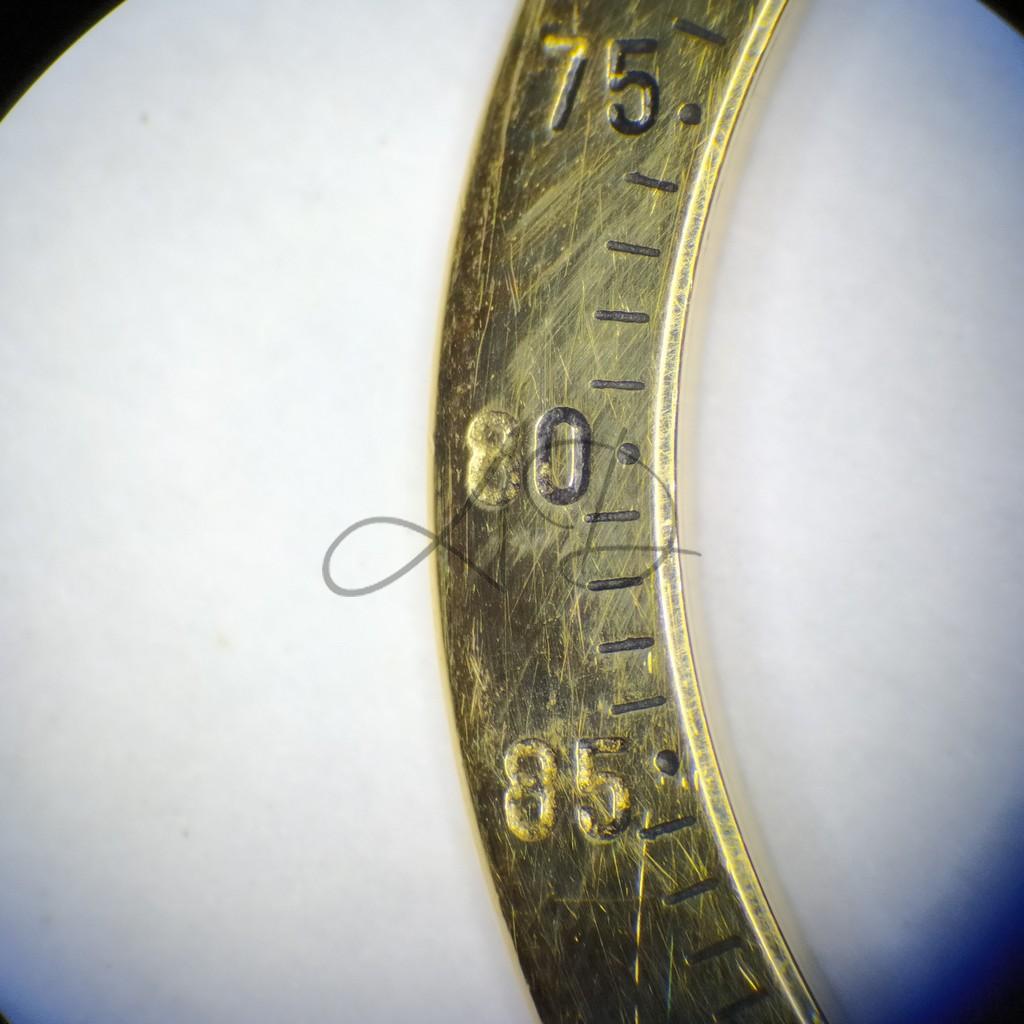


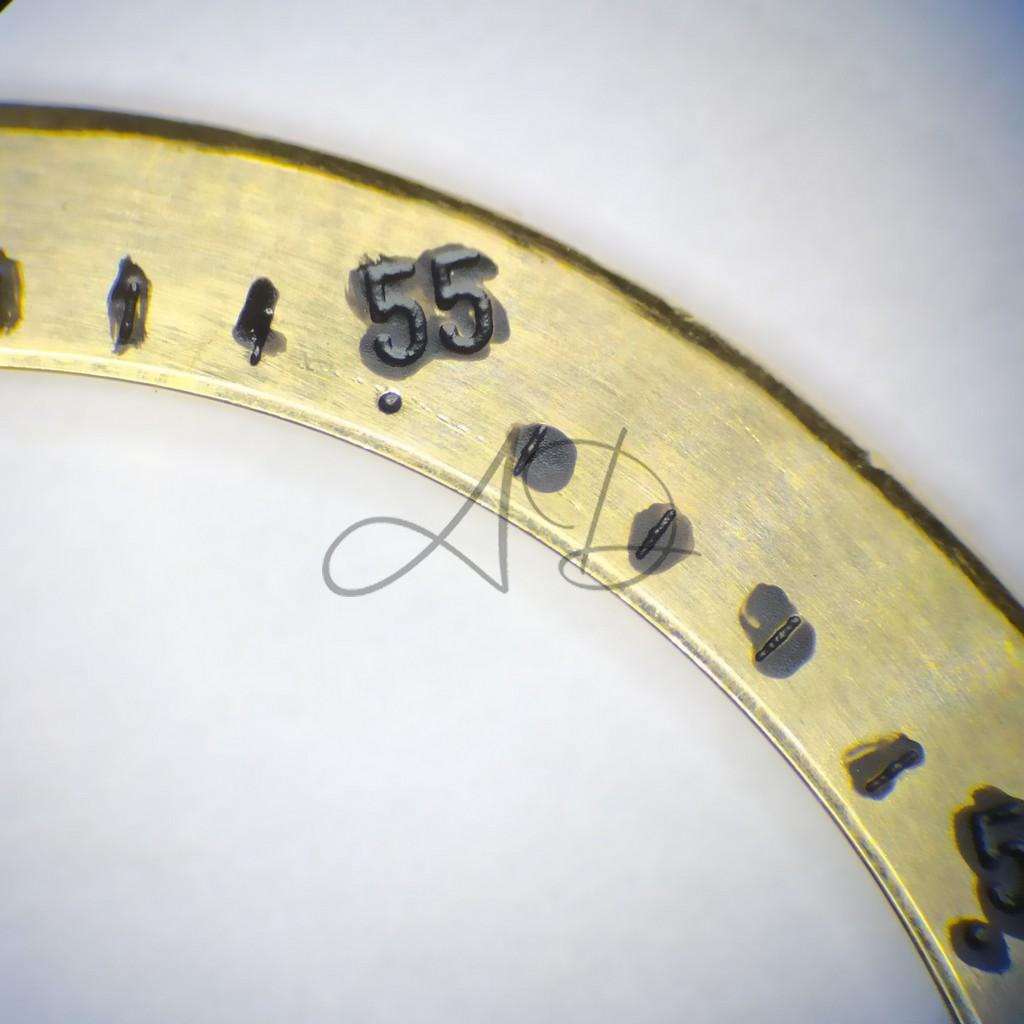
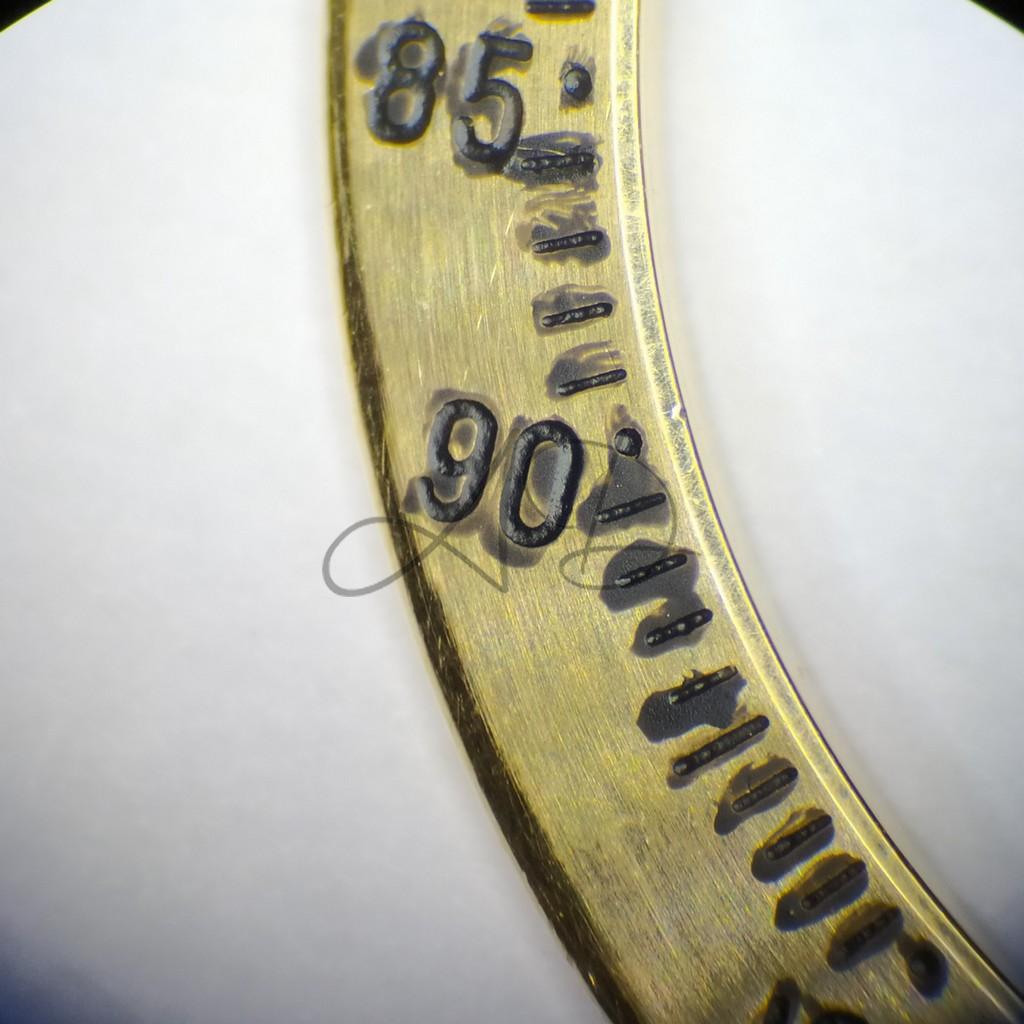
Nelle tre foto possiamo apprezzare nel dettaglio le incisioni della lunetta. Appare evidente la mancanza di buona parte della vernice all'interno dei numeri. Un altro aspetto delicato è il poco margine presente tra lo spigolo inferiore ed i numeri. L'elemento sicuramente positivo è la presenza di un discreto margine di profondità rimasto per ogni incisione.
La preparazione e la riverniciatura



Come prima cosa si rimuove la vecchia vernice rimasta nei numeri con l'utilizzo di liquidi specifici e l'ausilio della macchina ad ultrasuoni. Durante questo processo si inizia a montare la lunetta sul carrello per restituire al pezzo le corrette geometrie originarie.


Si procede successivamente con la riverniciatura delle incisioni. Per questa operazione si utilizzano vernici specifiche adatte allo scopo. L'operazione non è particolarmente complessa ma va comunque eseguita con attenzione per completare un riempimento corretto di tutte le superfici. La nuova vernice va fatta essiccare al meglio, allo scopo può esser utile l'utilizzo di un forno che ne assicura la riuscita.


Terminata la riverniciatura si procede con un controllo dettagliato di ogni incisione. Risulta fondamentale il controllo poiché una volta superata questa fase non è possibile ritoccare il tutto senza dover rimuovere ulteriore materiale dalla lunetta.

La lavorazione


La restituzione delle geometrie è sicuramente la parte più delicata dell'intera lavorazione. Si inizia con la battuta lucida per poi restituire lo spigolo inferiore. Una volta restituiti i margini si procede con la superficie piana incisa. La lunetta è stata prodotta nella fine degli anni Ottanta ed è stata già lavorata diverse volte e questo rende impossibile terminare tale ripristino senza scendere a qualche compromesso. Spesso la ricerca della perfezione porta a commettere errori irreparabili ed è proprio per questo che si trovano sempre più spesso lunette ri-incise al laser con risultati sempre discutibili.


Terminate le varie operazioni si procede con l'ispezione finale della lunetta. Le lunette in oro sono molto delicate a causa del materiale morbido rispetto all'acciaio ed inoltre risulta più complesso da lucidare senza fastidiosi aloni o micro-graffi su tutta la superficie. Nel complesso il risultato ottenuto è soddisfacente, le geometrie del componente sono state restituite e la vernice all'interno della numerazione è rimasta intatta.


