
Le Ricostruzioni
Riporto perno ruota secondi
Il riporto dei perni è un'operazione apparentemente semplice ma, come spesso capita nelle lavorazioni di restauro, c'è modo e modo di riportare un perno.
Un perno discretamente riportato non dovrebbe in alcun modo esser riconoscibile durante la classica ispezione di un intero movimento (questi controlli di routine vengono solitamente effettuati con il tipico lentino da orologiaio che, in media, ha un ingrandimento x3), un lavoro fatto a regola d'arte non si dovrebbe riconoscere neanche con l'ausilio del microscopio (gli ingrandimenti che vedremo in seguito variano da x10 a x40).
I passaggi per una buona esecuzione sono tanti e, in quasi tutti i casi, si lavora sul filo del rasoio tanto che basta una distrazione per provocare danni irrimediabili sul lavoro.
Purtroppo può capitare che l'operazione del riporto non vada a buon fine; per esempio si può spezzare la punta del trapano durante la foratura danneggiando definitivamente il pignone (capita di dover forare con punte da 15 centesimi di millimetro, definirle fragili è un eufemismo); potrebbero crearsi delle crepe nel vecchio materiale in fase di ribattitura del nuovo perno (spesso si lavora su perni che hanno un secolo di vita, il materiale con gli anni può alterarsi diventando molto più fragile); si può commettere un errore durante la tornitura piegando l'intero asse della ruota. Queste sono le problematiche più frequenti, ma ci sono molti altri aspetti da tenere in considerazione durante la lavorazione. Nel caso in cui il riporto non dovesse andare a buon fine, la situazione diventa molto più complessa: bisogna ricostruire per intero il perno ed il suo pignone.
Preparazione
Esistono diverse scuole di pensiero riguardanti la preparazione del materiale prima di iniziare la lavorazione. C'è chi sostiene sia inutile perder tempo a stemprare il materiale ed utilizza direttamente micro punte per forare in widia. Con il widia si riesce a forare anche l'acciaio più duro, di contro, queste punte sono estremamente fragili e la rottura durante la lavorazione equivale quasi sicuramente ad un lavoro fallito. C'è chi utilizza punte in acciaio rapido, più resistenti rispetto alle precedenti ma se utilizzate contro un materiale particolarmente duro faticano a forare; chi invece sostiene che ogni volta bisognerebbe smontare la ruota dal suo pignone, stemprare il pignone, lavorare con le punte in acciaio rapido e, una volta terminato il lavoro, frizionare di nuovo la ruota nella sua sede. Non credo esista una soluzione definitiva, ma bisogna valutare caso per caso e scegliere quale sia il metodo migliore nello specifico.
Personalmente, quando è consentito dagli spazi, cerco sempre di stemprare il materiale prima di iniziare la lavorazione e non rimuovo mai la ruota dal suo perno considerando questo procedimento troppo elaborato e con molti svantaggi annessi.
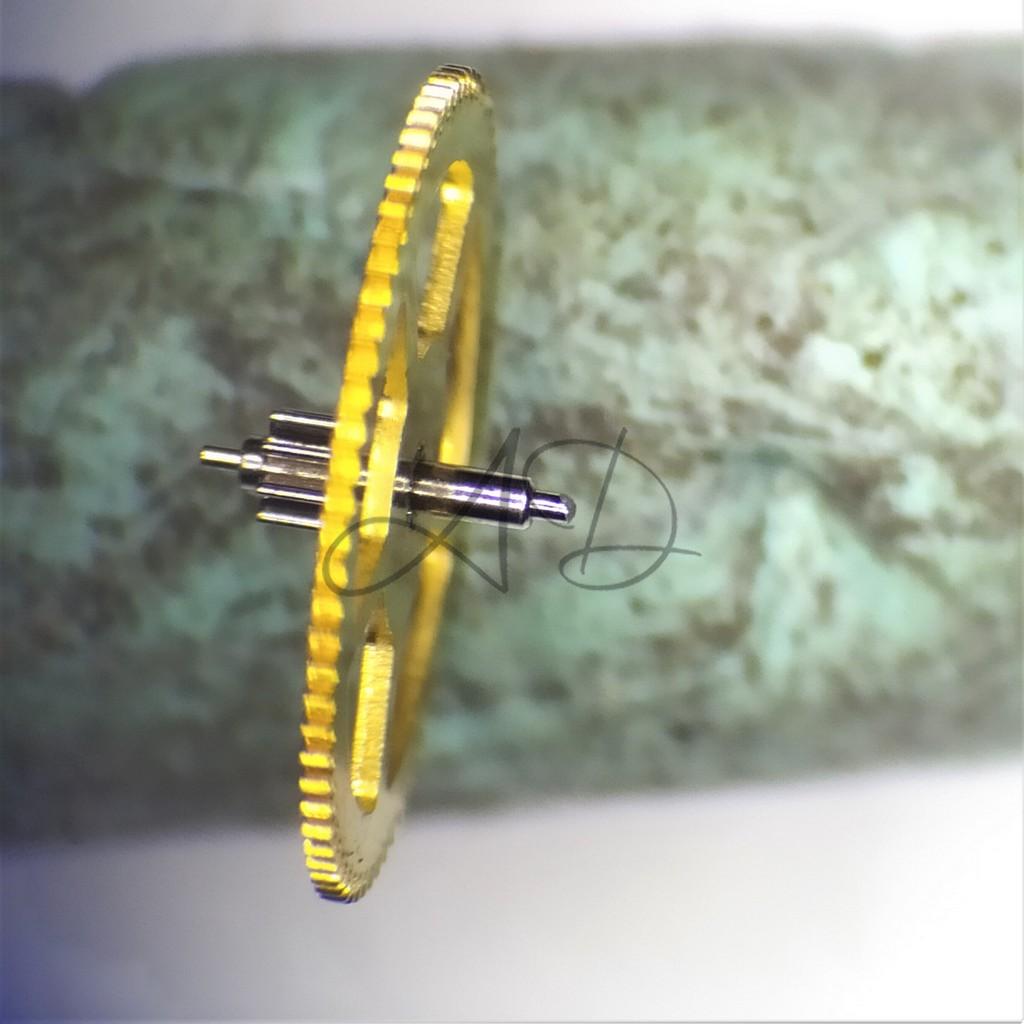
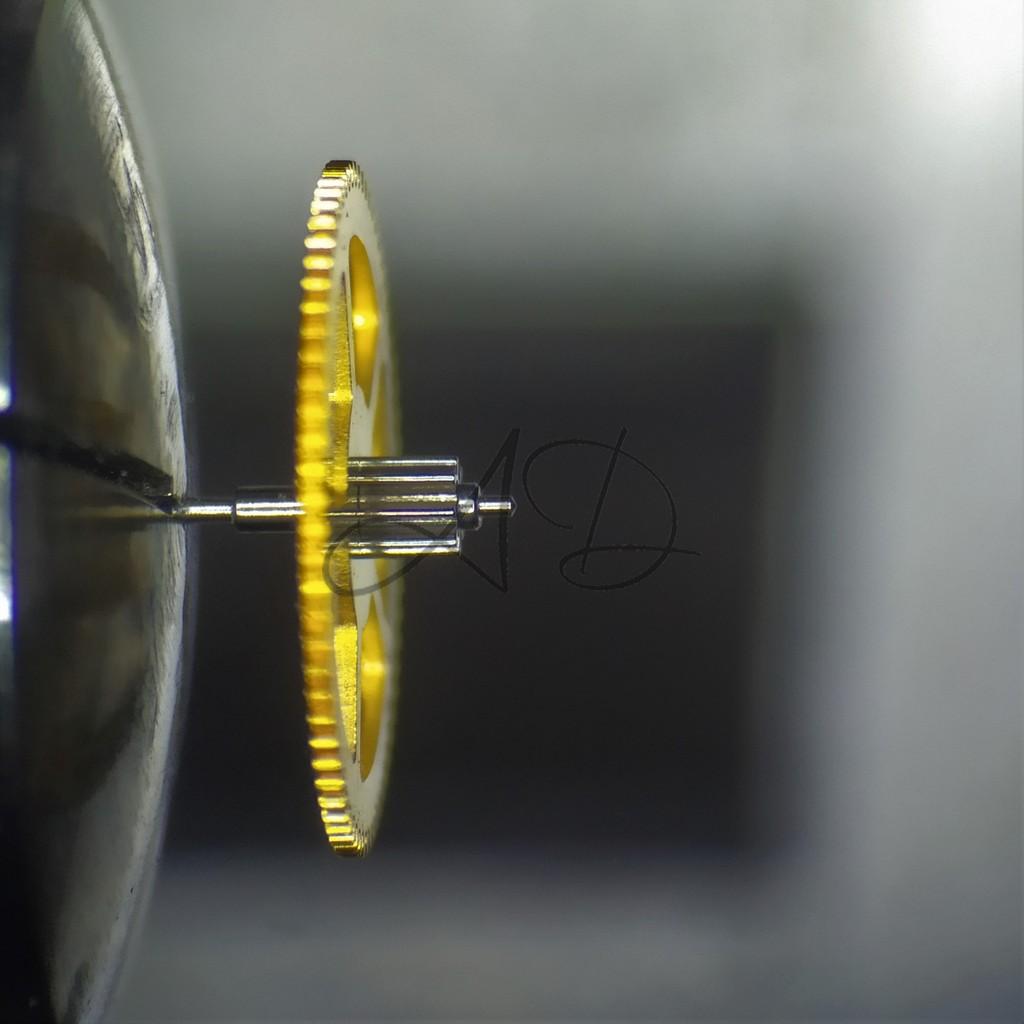
La ruota secondi con il perno lato quadrante spezzato.

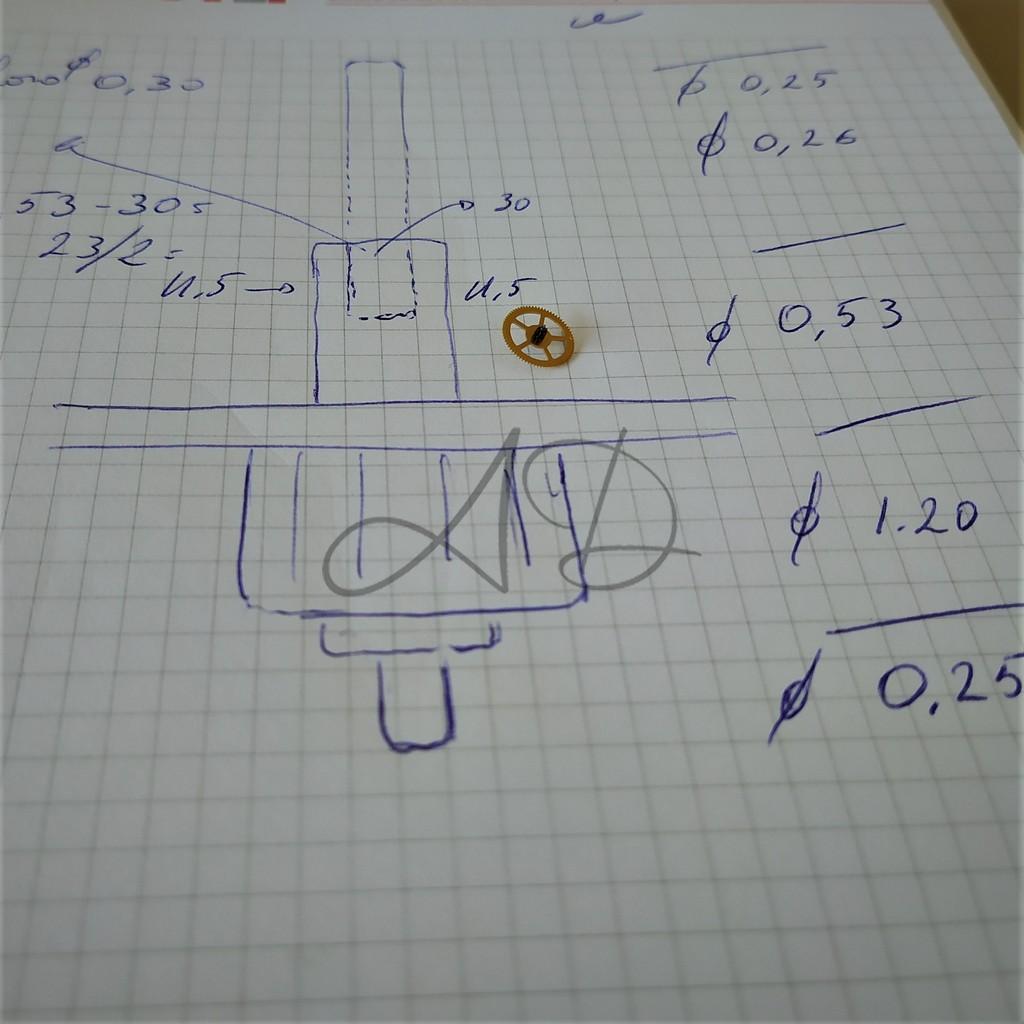
Per prima cosa si prendono tutte le misure che potranno essere utili durante il lavoro. Trovate le misure, si calcola quale sia la miglior punta per forare.

Il foro dovrebbe sempre essere maggiore rispetto alla dimensione del perno da riportare e, allo stesso tempo, va lasciato materiale sufficiente nel pignone per permettere una buona ribattitura.


Nel caso specifico si lavorerà tenendo la ruota direttamente dal pignone. Questa non è la migliore delle soluzioni ma in alcuni casi si è obbligati; per preservarne l'integrità è importante non stringere il pignone in maniera eccessiva. Trovata la giusta pinza, si monta la ruota sul tornio: tutto è pronto per iniziare la lavorazione.
La foratura
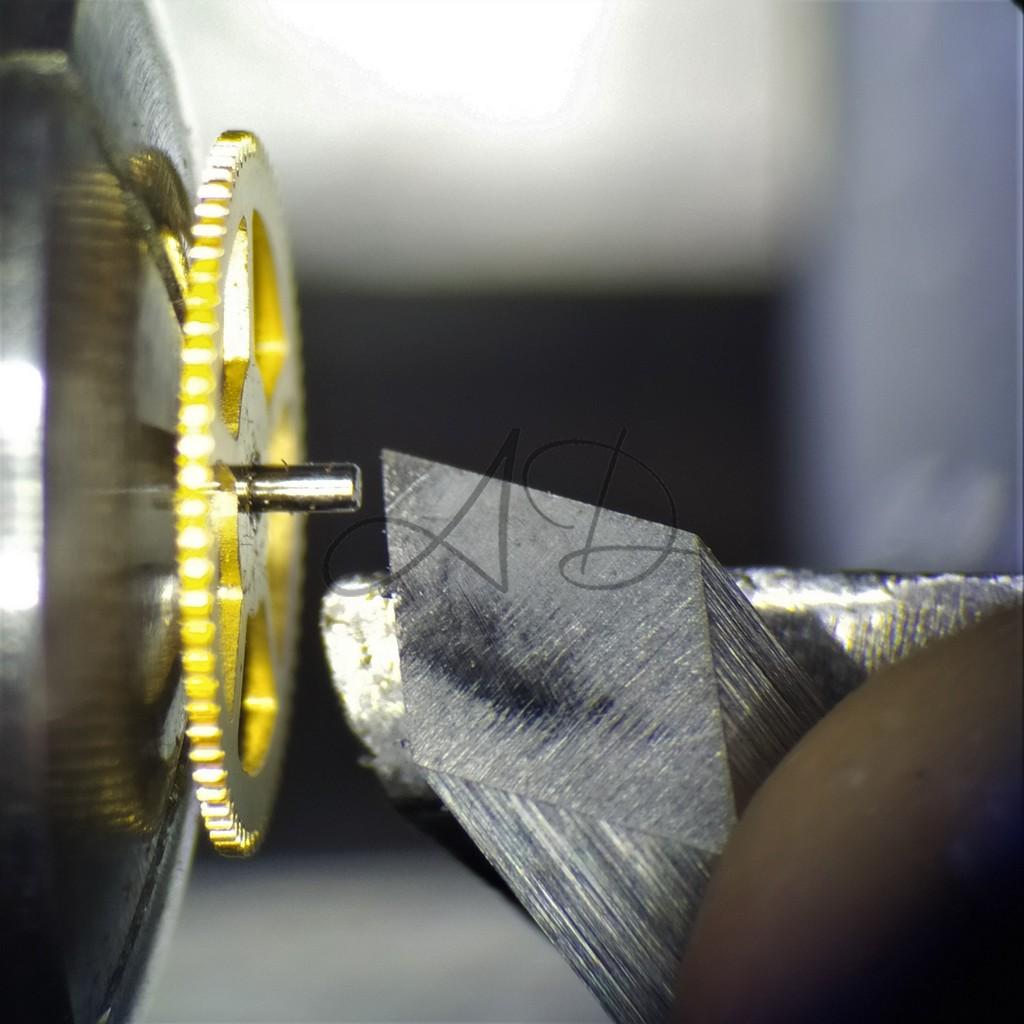
Per prima cosa si rimuove la parte restante del vecchio perno. Bisogna cercar di tagliare meno materiale possibile e di lasciare la superficie perfettamente piana e a 90°.
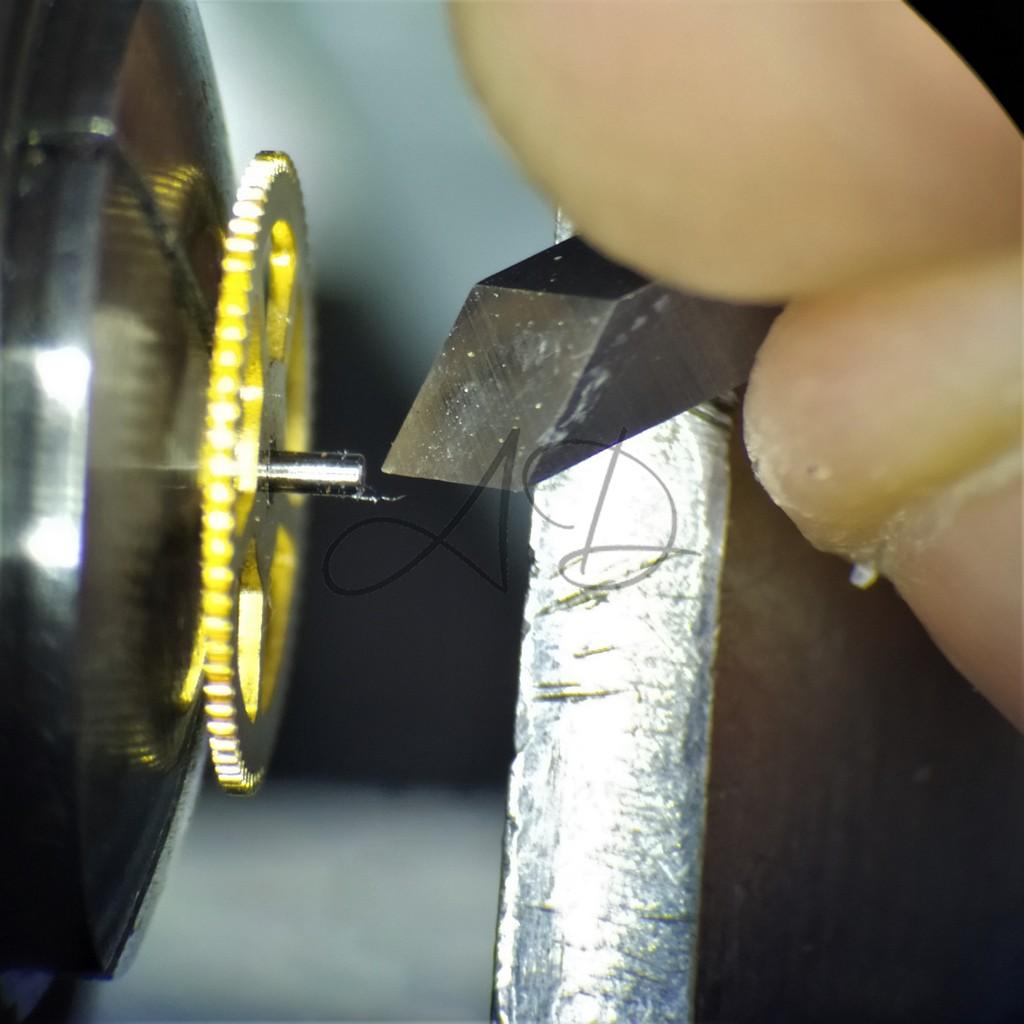
Si prepara il "centrino", questa operazione è fondamentale per una buona foratura. E' arrivato il momento di forare.

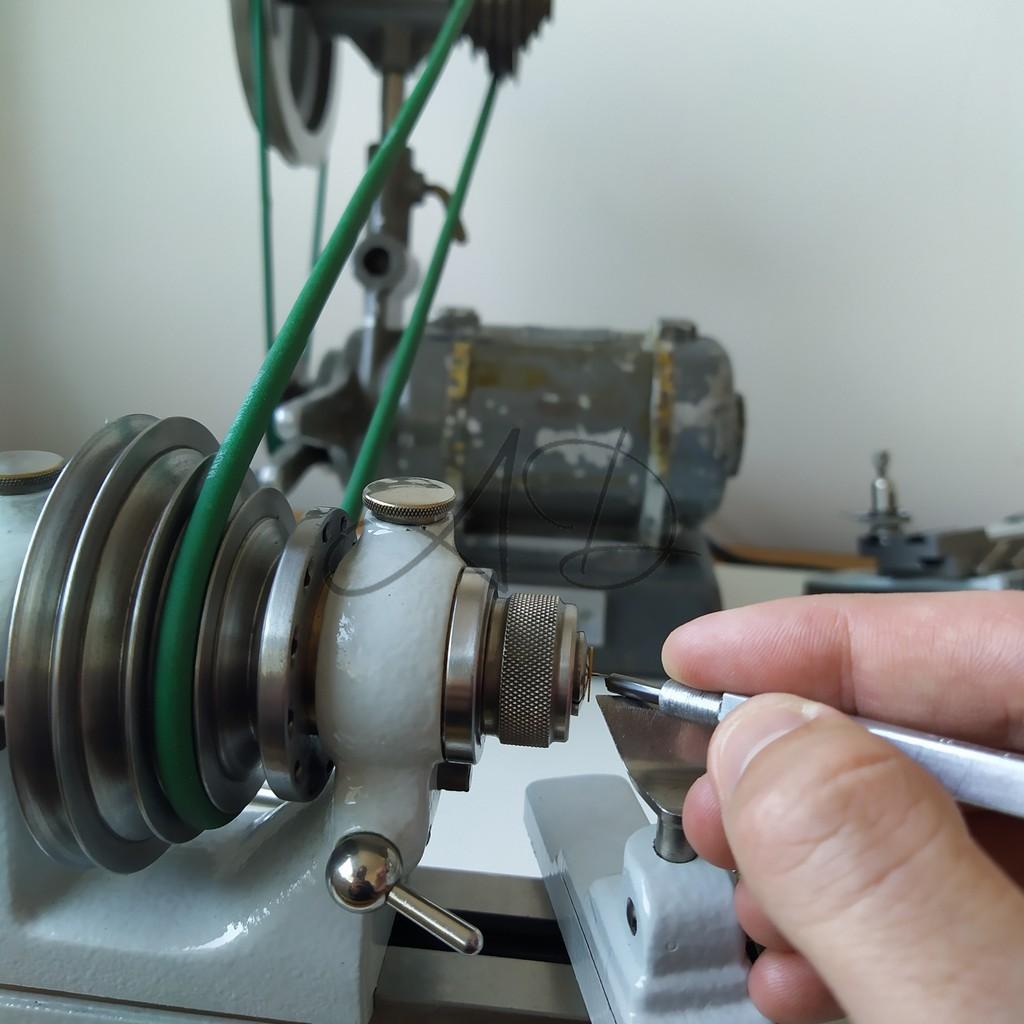
Si possono utilizzare diverse tecniche. In questo caso il diametro della punta è abbastanza grande, 30 centesimi di millimetro; decido quindi di utilizzare la contropunta creata appositamente per lo scopo.
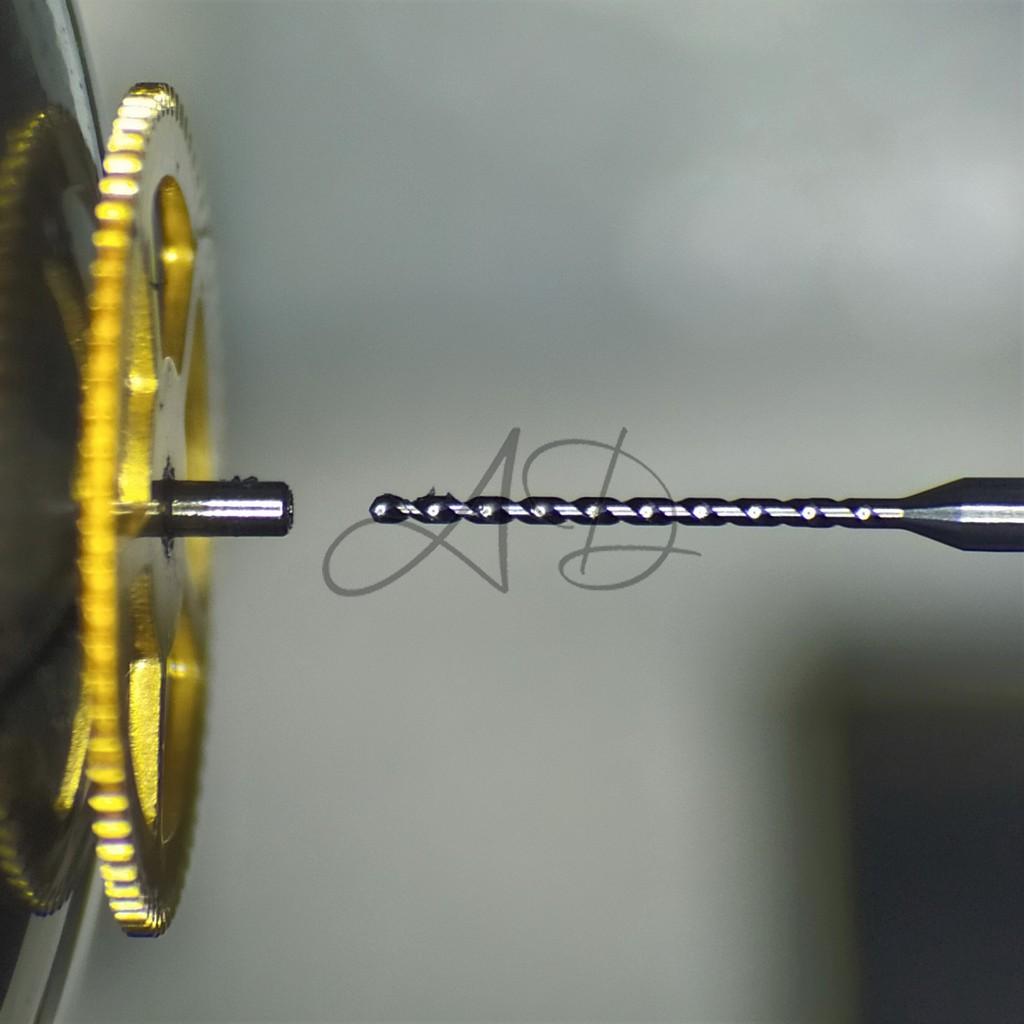
Con l'aiuto di un buon olio da taglio e selezionati i giusti rapporti tra le pulegge del tornio per rallentarne i giri, si procede con la foratura.
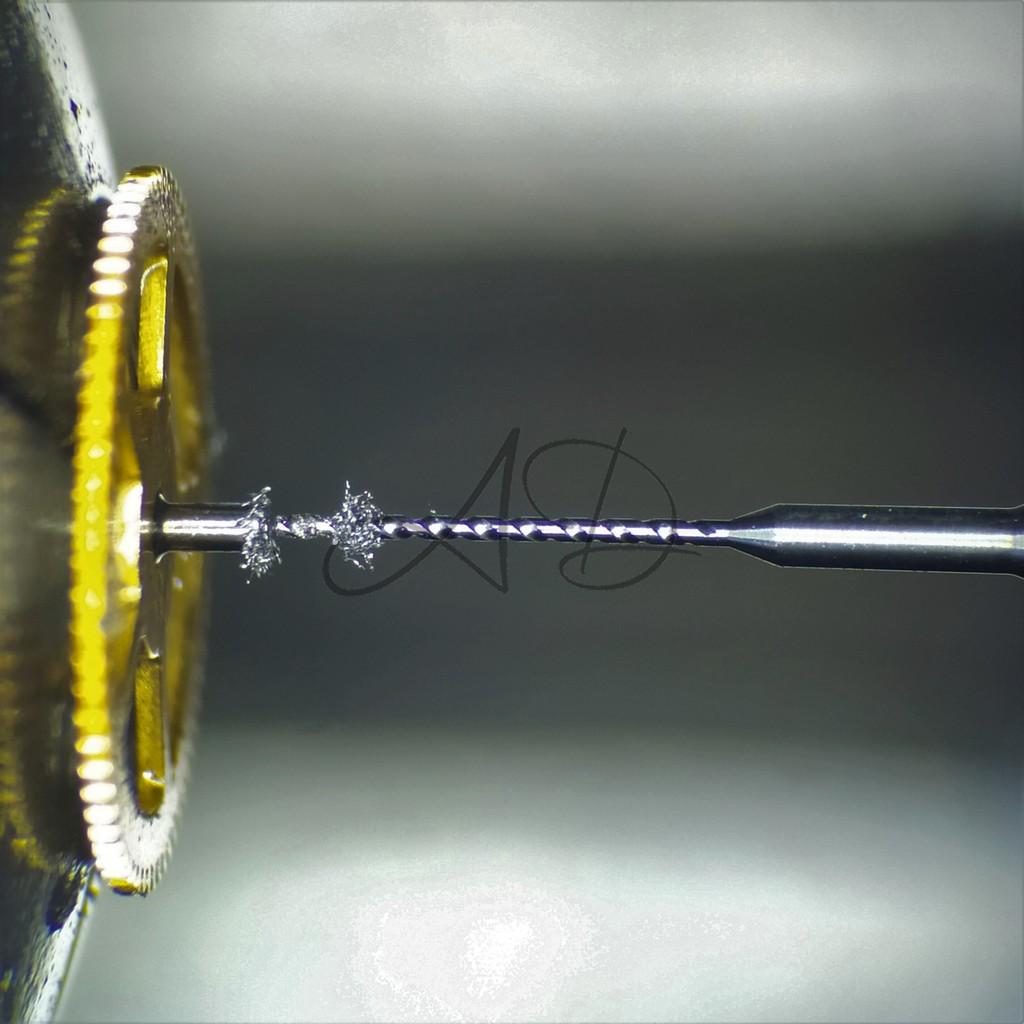
Una buona profondità può esser considerata approssimativamente 4/5 volte la dimensione del diametro del perno da riportare.

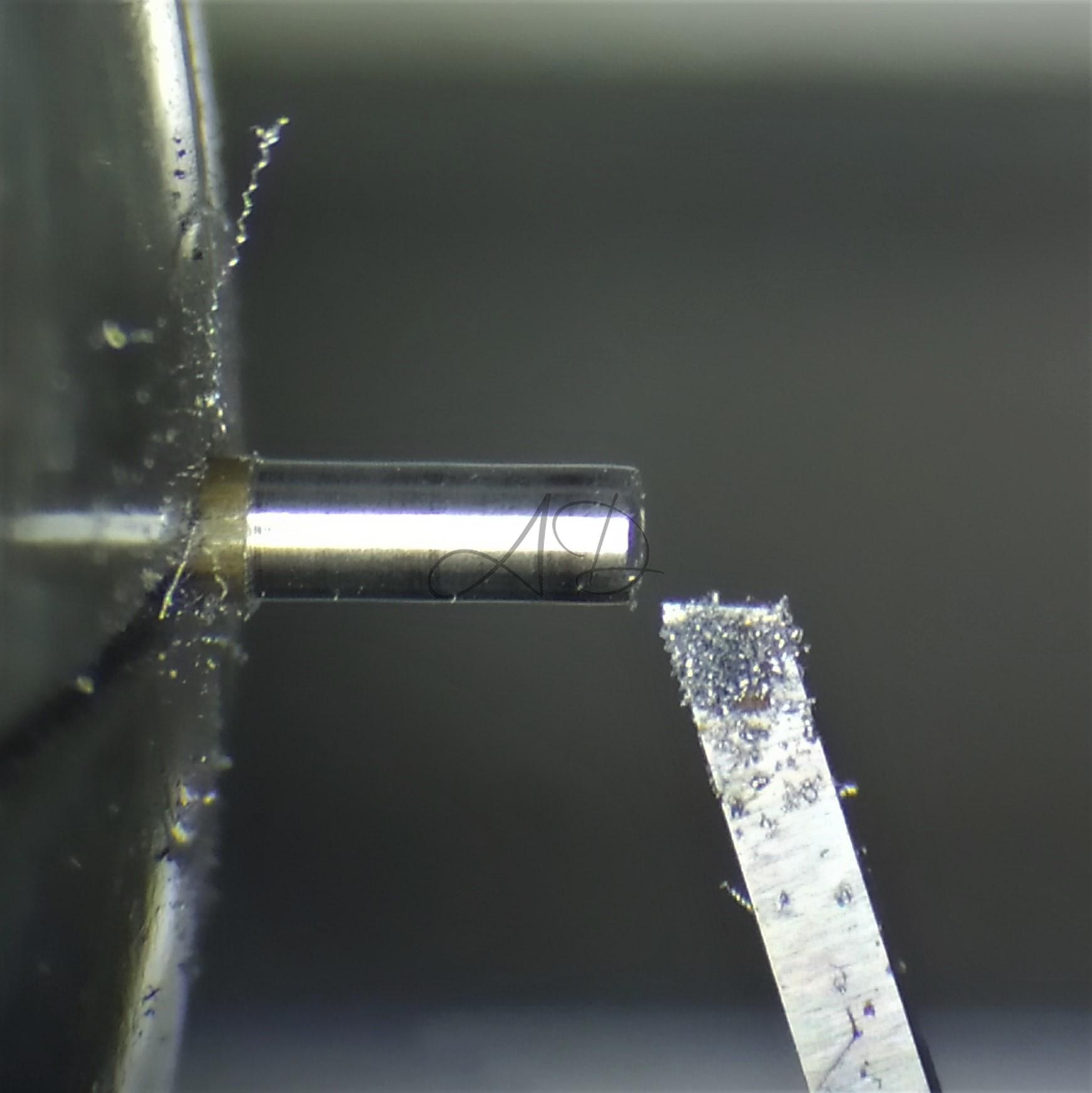
Il foro completato. Si nota come non sia perfettamente in centro ed è per questo motivo che si procede forando un diametro maggiorato. Una volta frizionato il nuovo perno, avremo modo di recuperare la centratura (questo è ovviamente possibile quando l'errore, come in tal caso, è minimo).
Il riporto
Una volta rimossa la ruota iniziamo a lavorare sul nuovo perno. Per rimuovere velocemente materiale, montiamo sul tornio il carro a croce. Una volta raggiunto un diametro leggermente maggiore al necessario, si rifinirà il perno con l'ausilio del bulino a mano.
Partendo da una barra da 1 millimetro preventivamente temprata e rinvenuta, si inizia a portare a misura il nuovo perno che andrà ribattuto nel foro.
E' bene tenere a mente che l'incastro dovrà avvenire esclusivamente per interferenza senza l'ausilio di alcun collante o simile. Una buona interferenza tra acciai temprati si ottiene quando le due parti hanno una differenza di 2-3 millesimi di millimetro.

Una volta raggiunta una frizione soddisfacente si passa alla ribattitura. Sul tornio si monta di nuovo la ruota e, con l'ausilio di un martelletto, si inserisce il nuovo perno. Se questo lavoro viene eseguito correttamente, il perno potrà essere poi lavorato senza problemi.
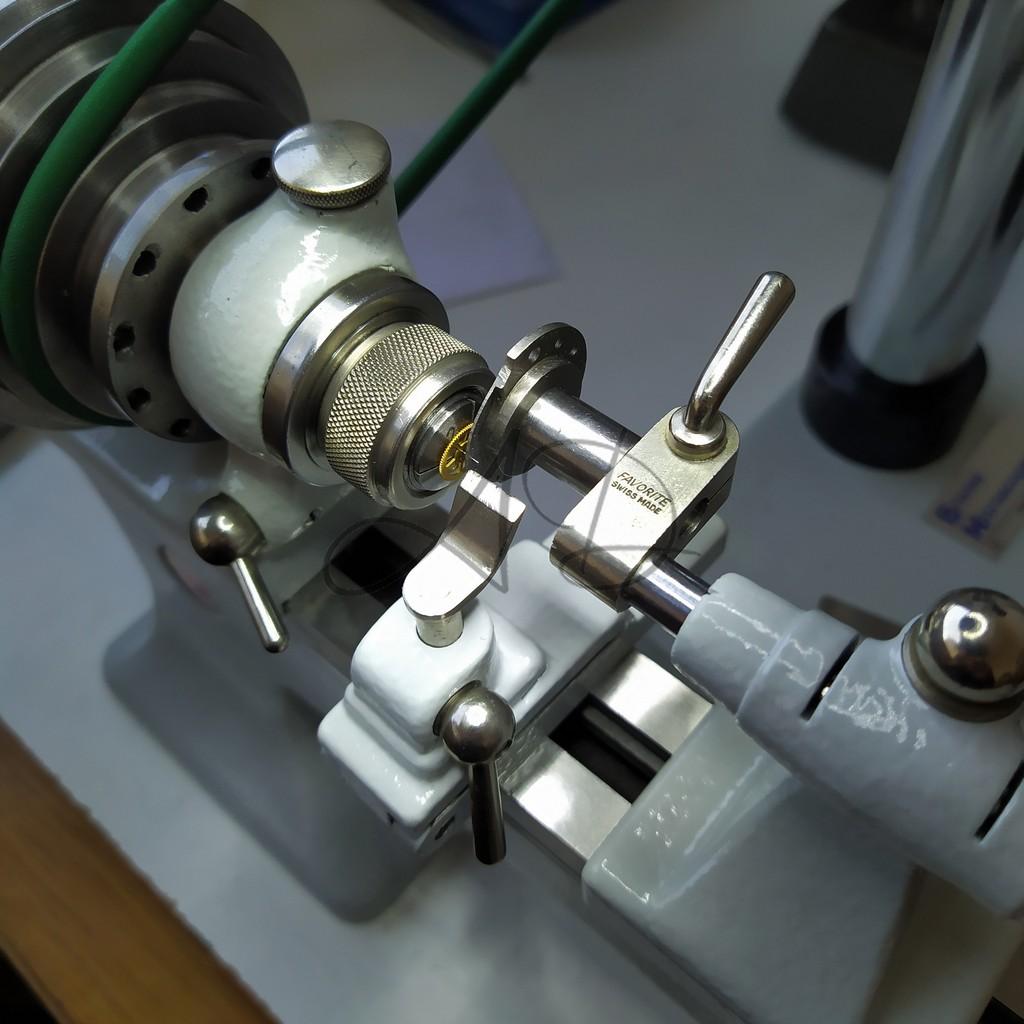
Si comincia a tornire la nuova forma del pivot. In questo caso, trattandosi di una ruota secondi, il perno riportato risulta molto lungo: non si può lavorare a sbalzo, bisogna supportarlo per lavorare in sicurezza. Esistono diversi metodi; nello specifico ho utilizzato un accessorio adattabile nella contropunta classica.
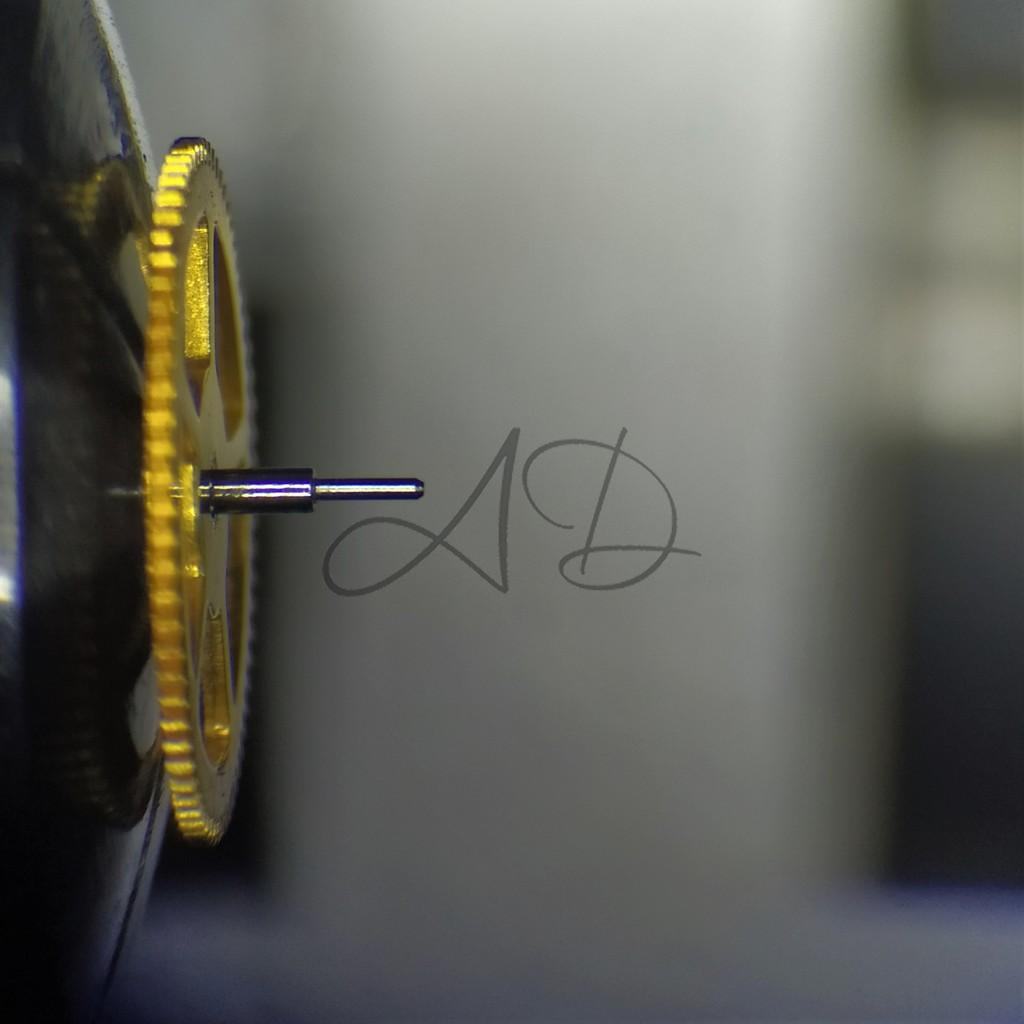
Si recupera il decentramento del foro e si porta il pivot a misura; il lavoro apparentemente può sembrare concluso (ingrandimento x10).
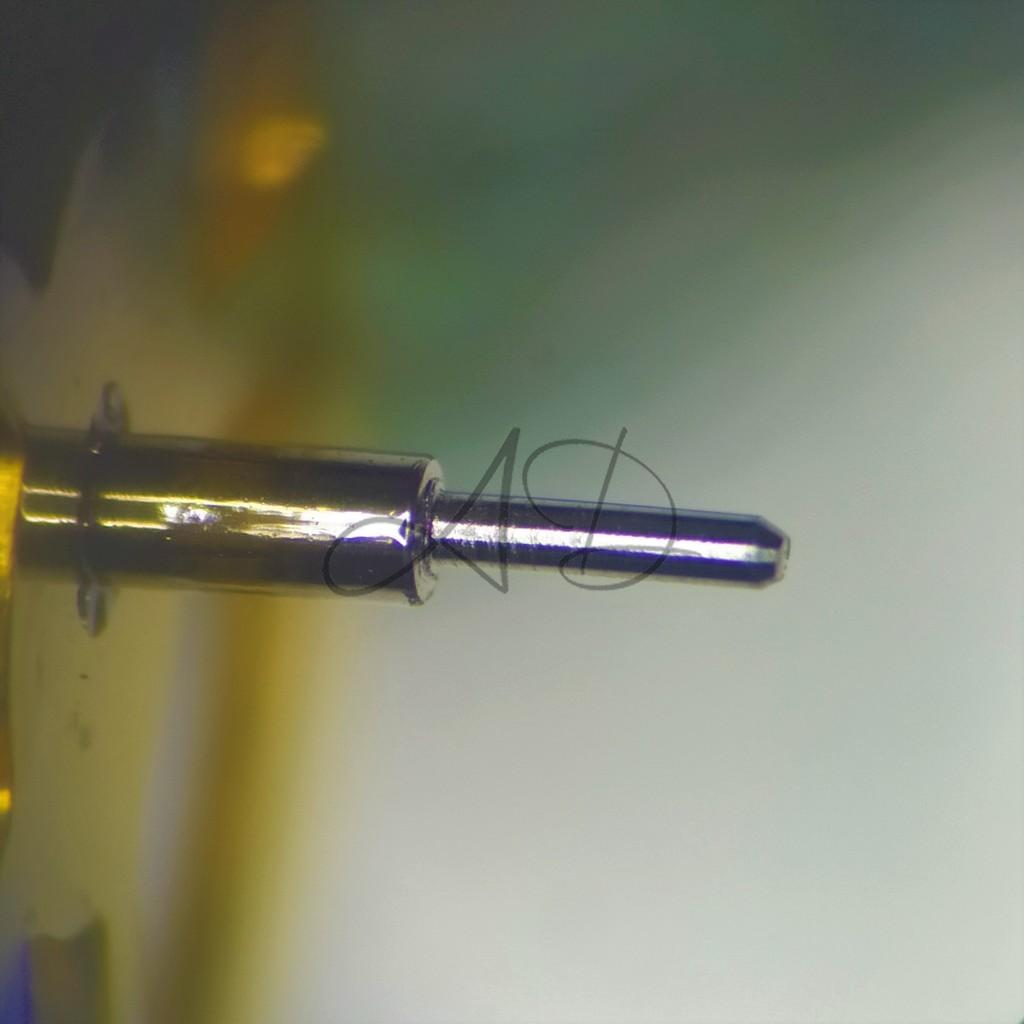
Spesso si trovano lavori di questo genere che potrebbero sembrare ben eseguiti ma, se osservati ad ampi ingrandimenti (x40), risultano molto meno belli e funzionali. Si procede quindi con la finitura.
La finitura
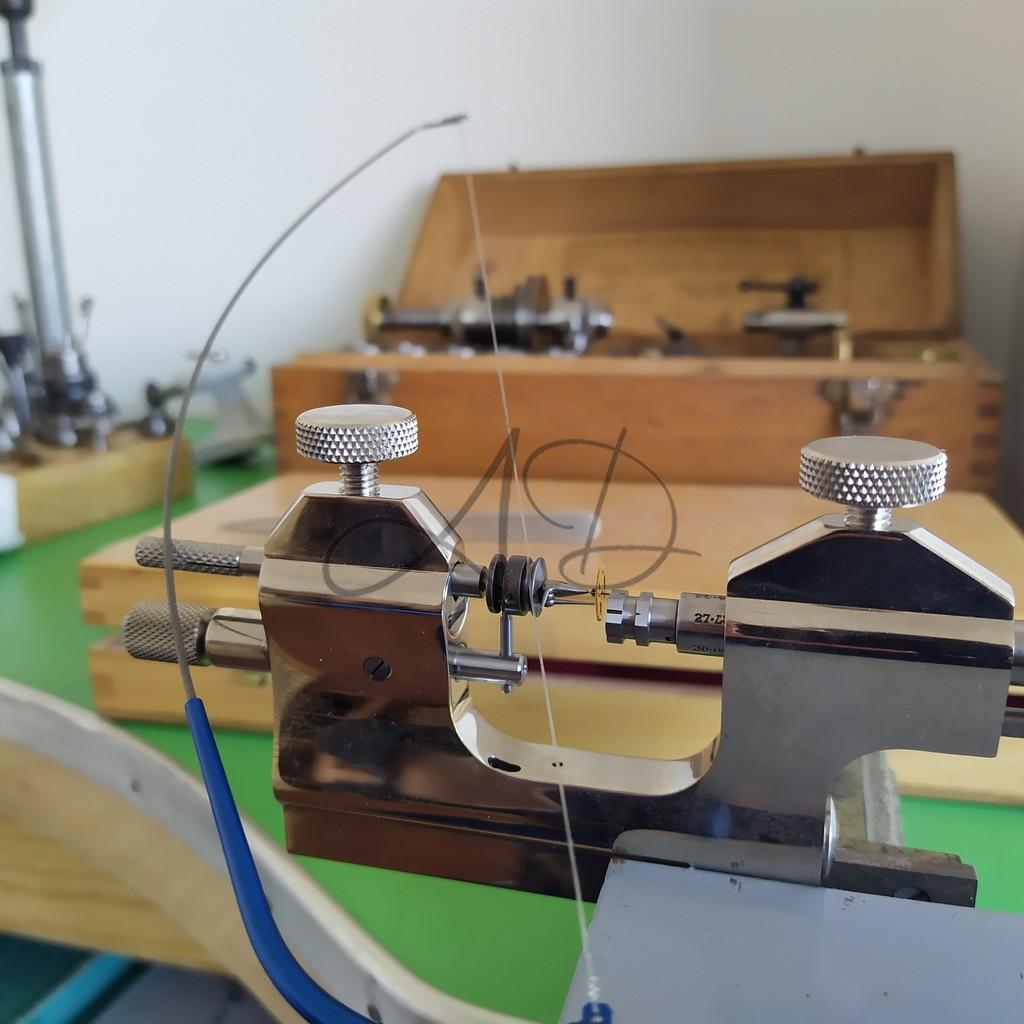
Come di consueto, per ottenere una buona finitura di un pivot, si utilizza lo strumento apposito: il tornietto a pivottare. Il procedimento in questo caso ha sia una funzione estetica ma anche una funzione pratica, una buona finitura permette un miglior funzionamento della ruota nella sua sede.

Il risultato del pivotage è buono, risulta impossibile trovare tracce del lavoro eseguito anche a grandi ingrandimenti. Inevitabilmente questi processi hanno portato ad una leggera riduzione della lunghezza della spalla. E' importante limitare al massimo questa riduzione, soprattutto in movimenti antichi che utilizzano i rubini incastonati; in movimenti moderni, nei quali è possibile regolare i giochi assiali, diventa tutto più semplice. In questo caso, lo smusso è ancora presente ma non è molto pronunciato (credo di aver rimosso al massimo un paio di centesimi rispetto alla forma originale). Andiamo quindi a rimontare la ruota sul tornio e, con l'utilizzo di un bulino creato appositamente, ricreiamo lo smusso.

Possiamo finalmente definire ultimata la lavorazione. Nonostante un ingrandimento a x40, la finitura della spalla risulta buona, l'angolo è netto, lo smusso è funzionale e non sono visibili tracce della foratura eseguita.
