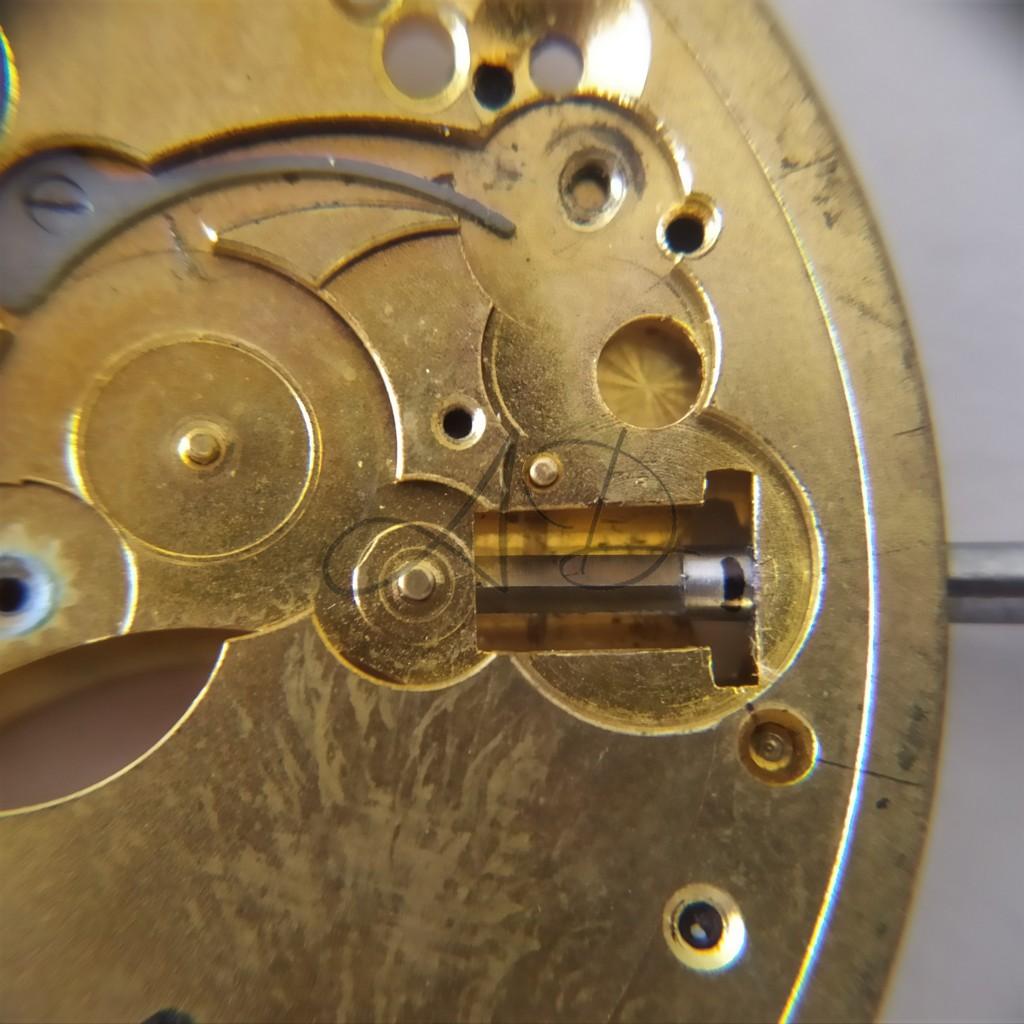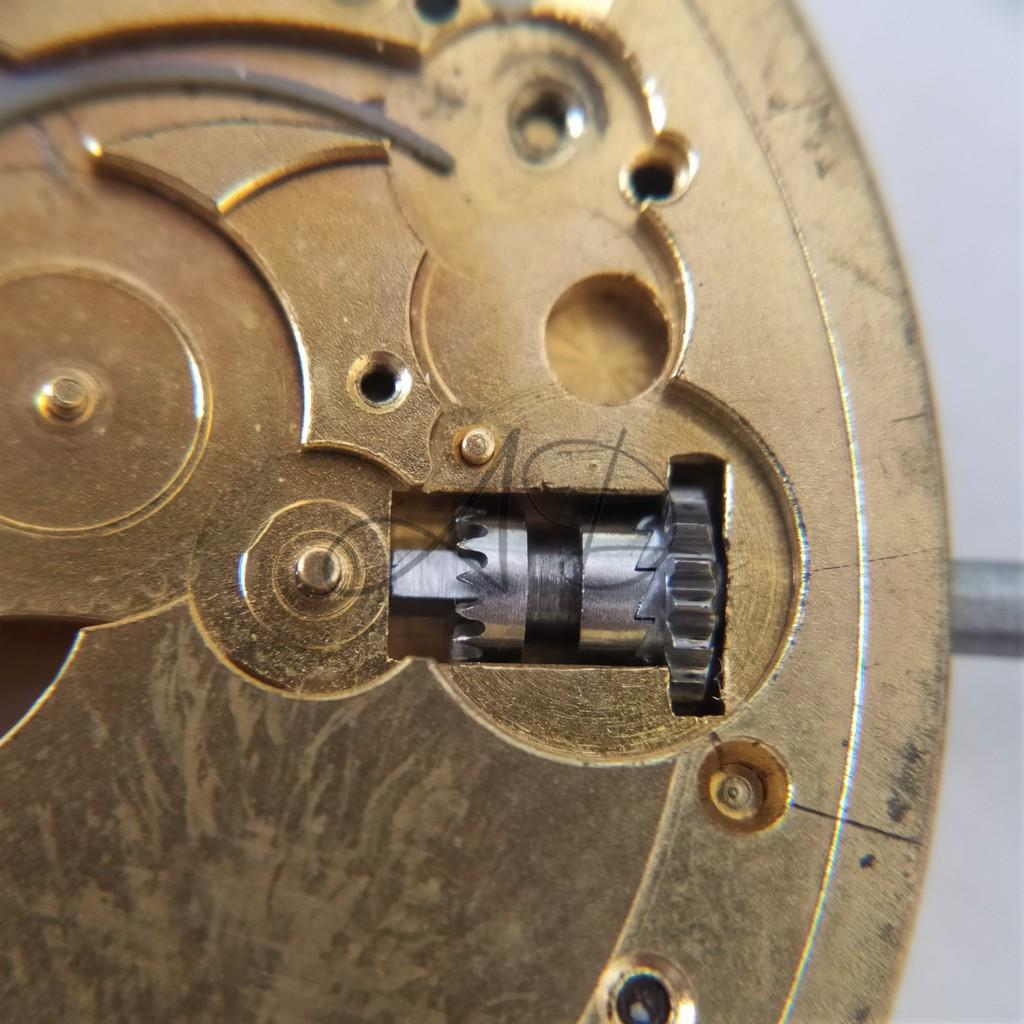
La costruzione di un albero di carica non è un'operazione particolarmente difficile ed è per questo motivo che dovrebbe essere ancor più curata nei dettagli. Purtroppo molto spesso capita di trovare alberi adattati "alla meno peggio": quadri limati completamente a caso, platine irreversibilmente rovinate da misure errate, scanalature per l'alloggio del tiretto completamente fuori posizione o filettature piene di collante per mantenere la corona in sede. Queste sono solo alcune tra le "invenzioni" che si possono trovare. Nello specifico, però abbiamo un caso eccezionale: non è presente l'albero!
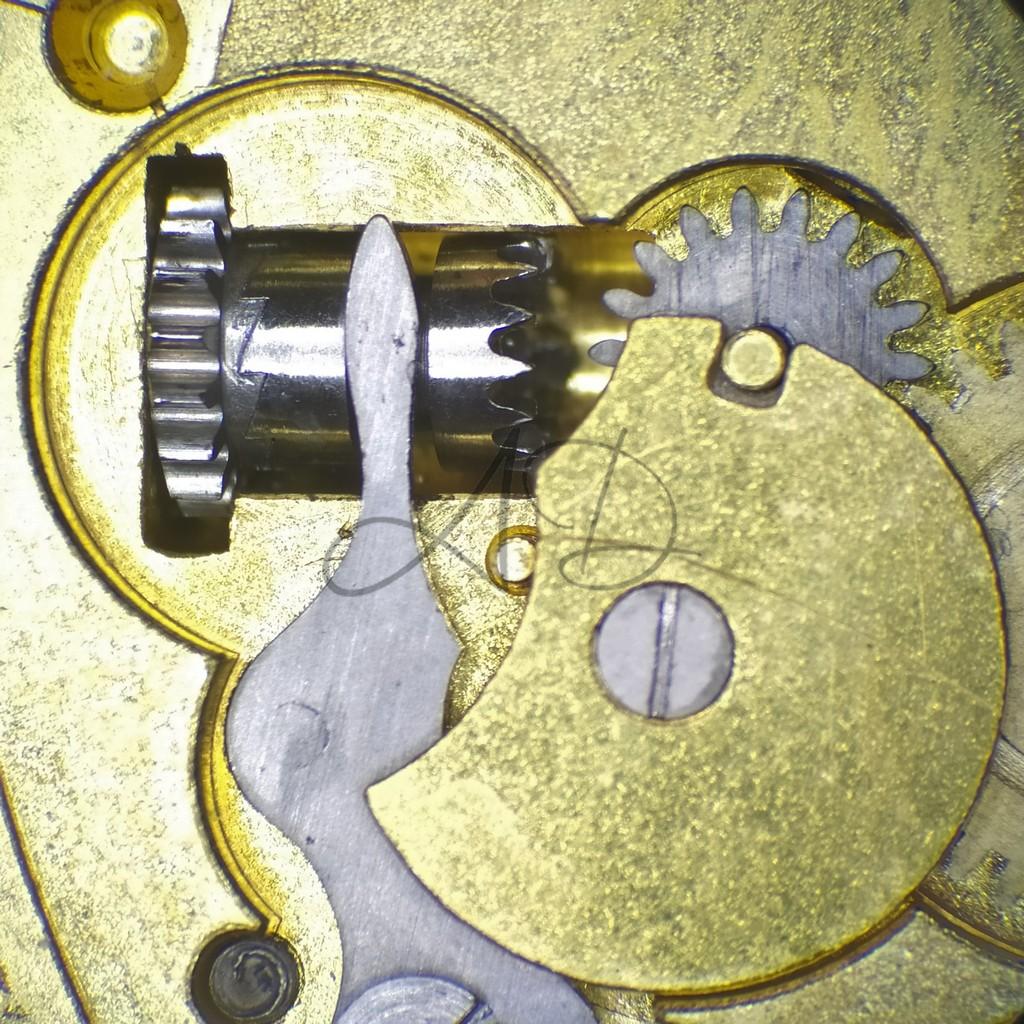
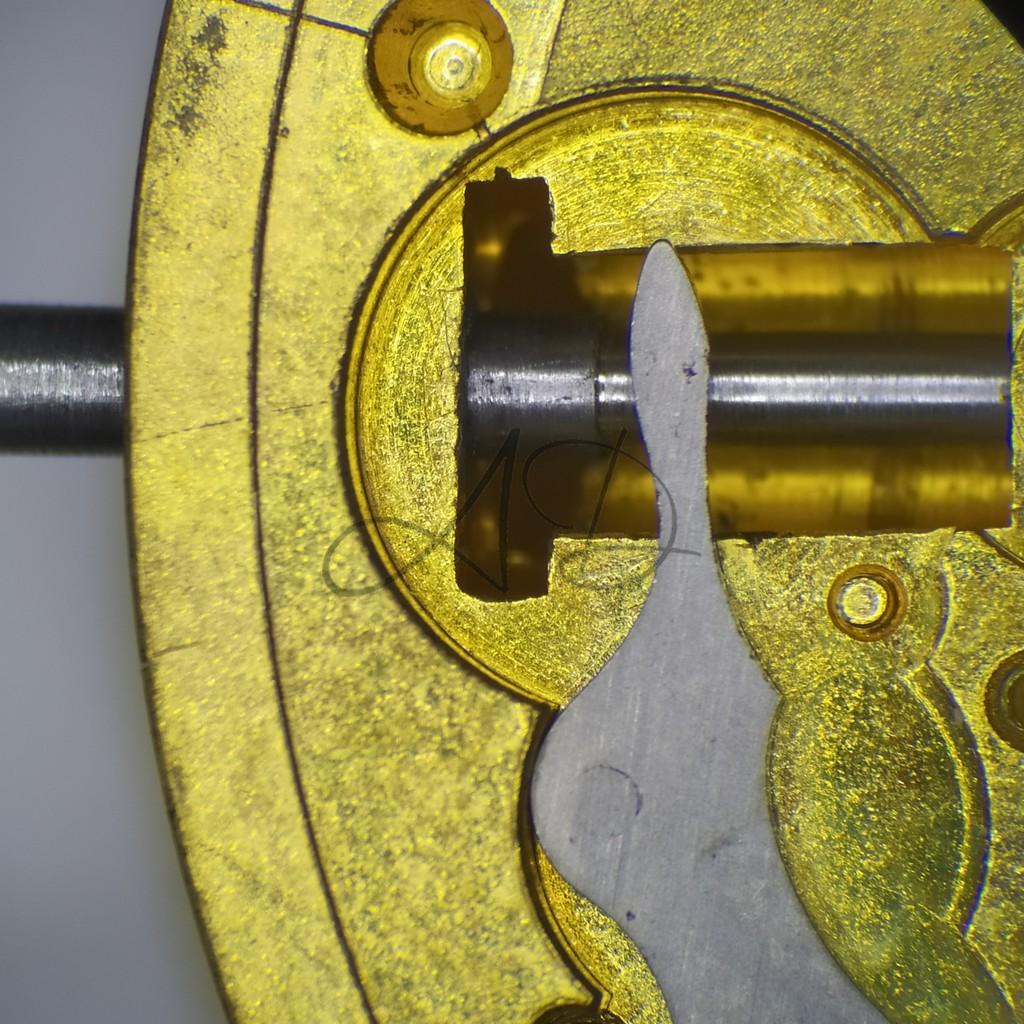
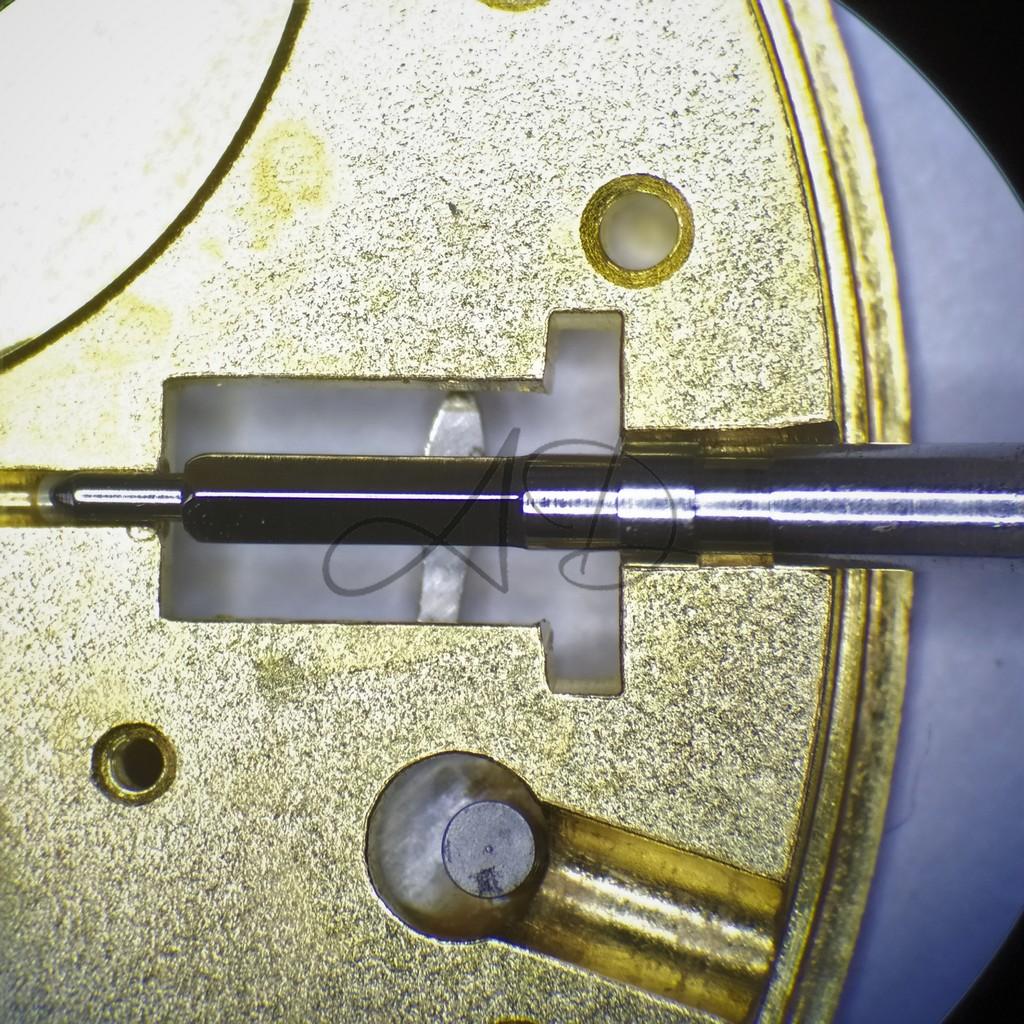
Considerato il buono stato generale dell'orologio risulta difficile ipotizzare una teoria sull'assenza del componente. In realtà l'assenza della tige non è poi così rara poichè essa può sfilarsi dal meccanismo ed andare perduta, ma in quel caso, ovviamente, anche la corona di carica si perderebbe insieme al suo albero. Al contrario, in questo bel Longines (Qui la revisione completa) la corona era alloggiata correttamente nel tubo (così all'apparenza, per scoprire più in là come fosse stata ricoperta di collante per tenerla in sede), ma della sua tige nessuna traccia. Deduciamo un’unica certezza: l'albero è stato rimosso e la corona incollata in posizione senza di esso.
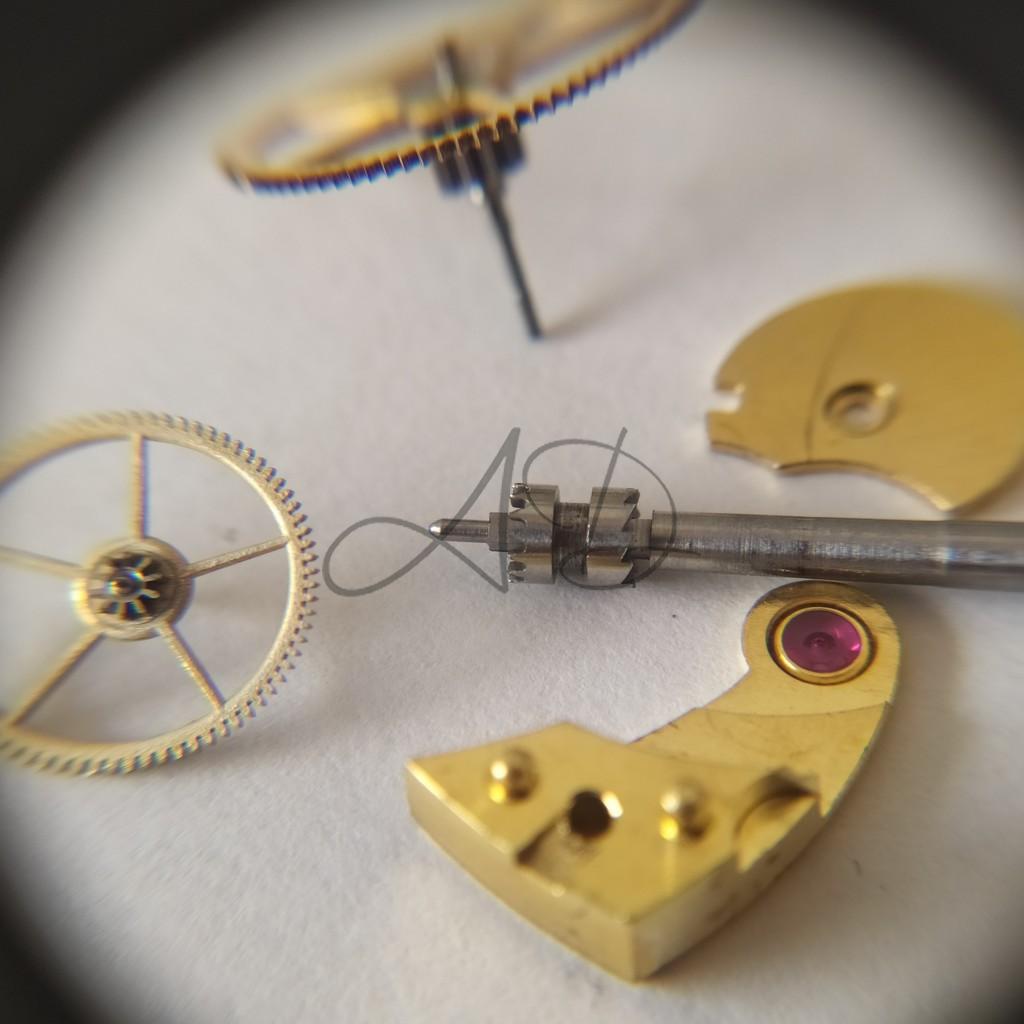
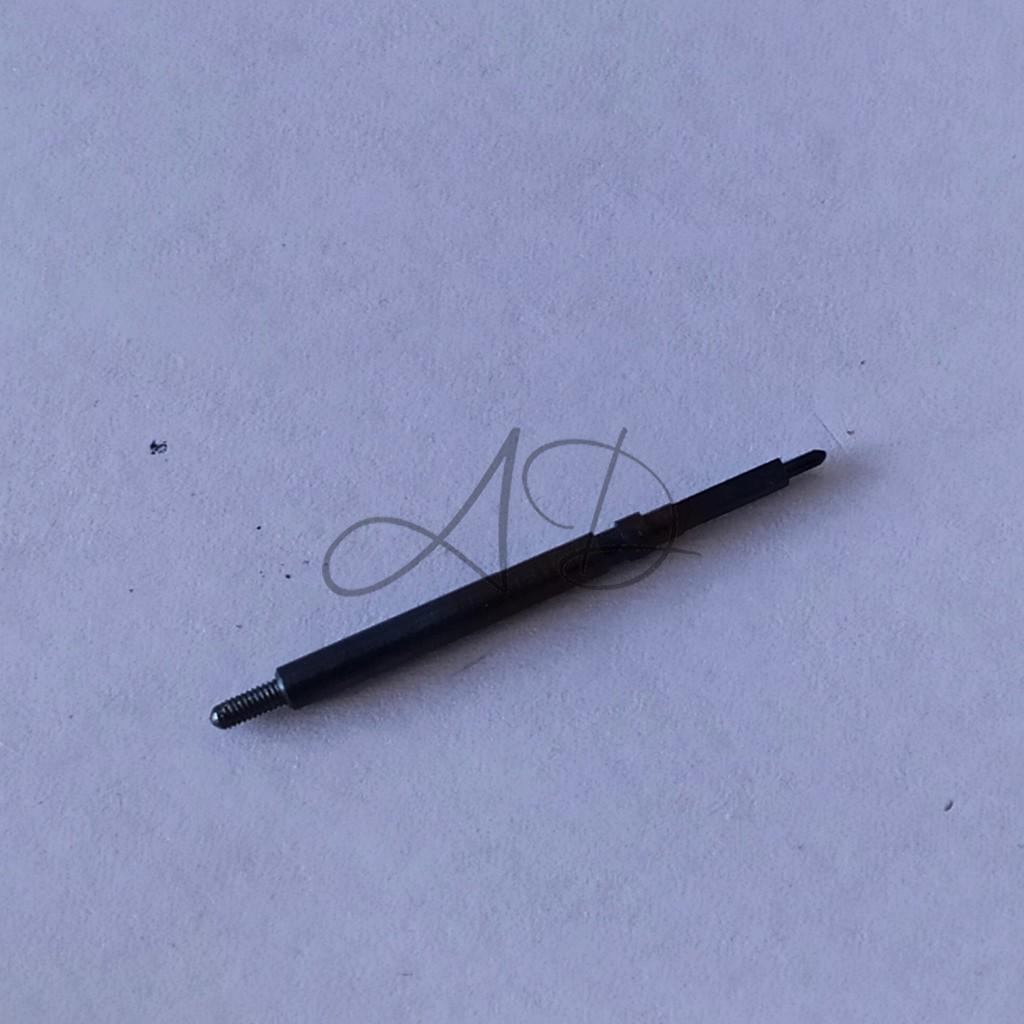
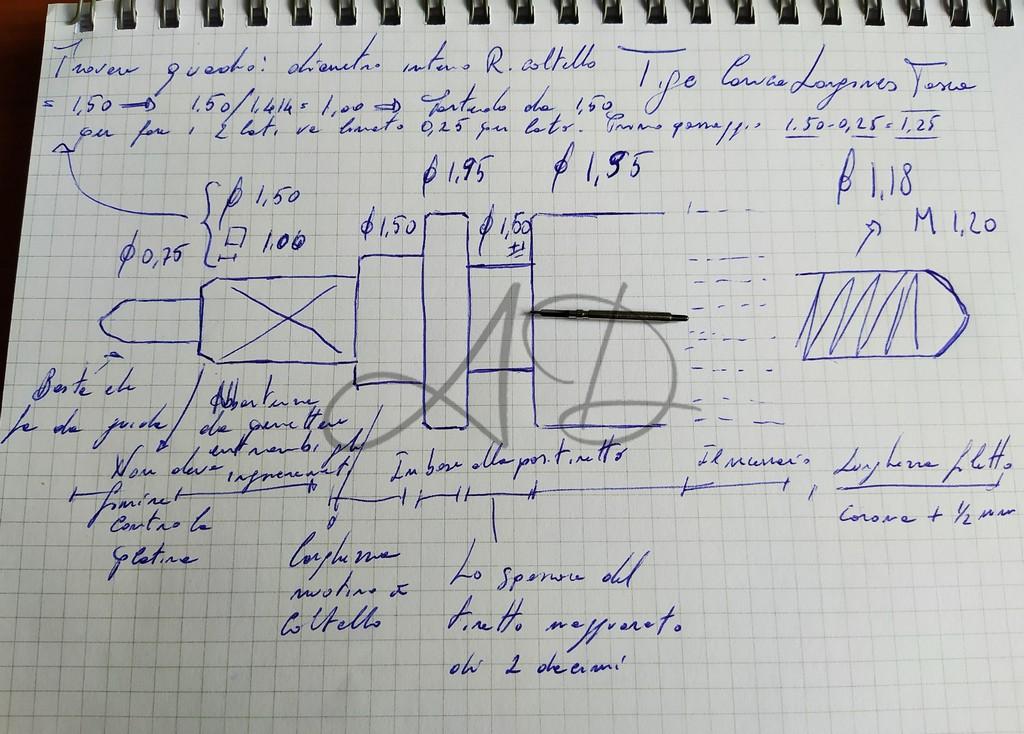
Il movimento è un classico Longines 19.71 N, un bel calibro di 19 linee con piccoli secondi posizionati ad ore 6. In fornitura non è stato possibile trovare il ricambio originale. Non rimane, dunque, che ricostruire l'albero di carica. Ci sono ovviamente dei libri che riportano le misure dei più comuni assi, alberi o molle di carica dell'epoca; non essendo questo un movimento particolarmente raro, risulta semplice risalire a tutte le misure necessarie cercando nel testo riguardante le tiges.
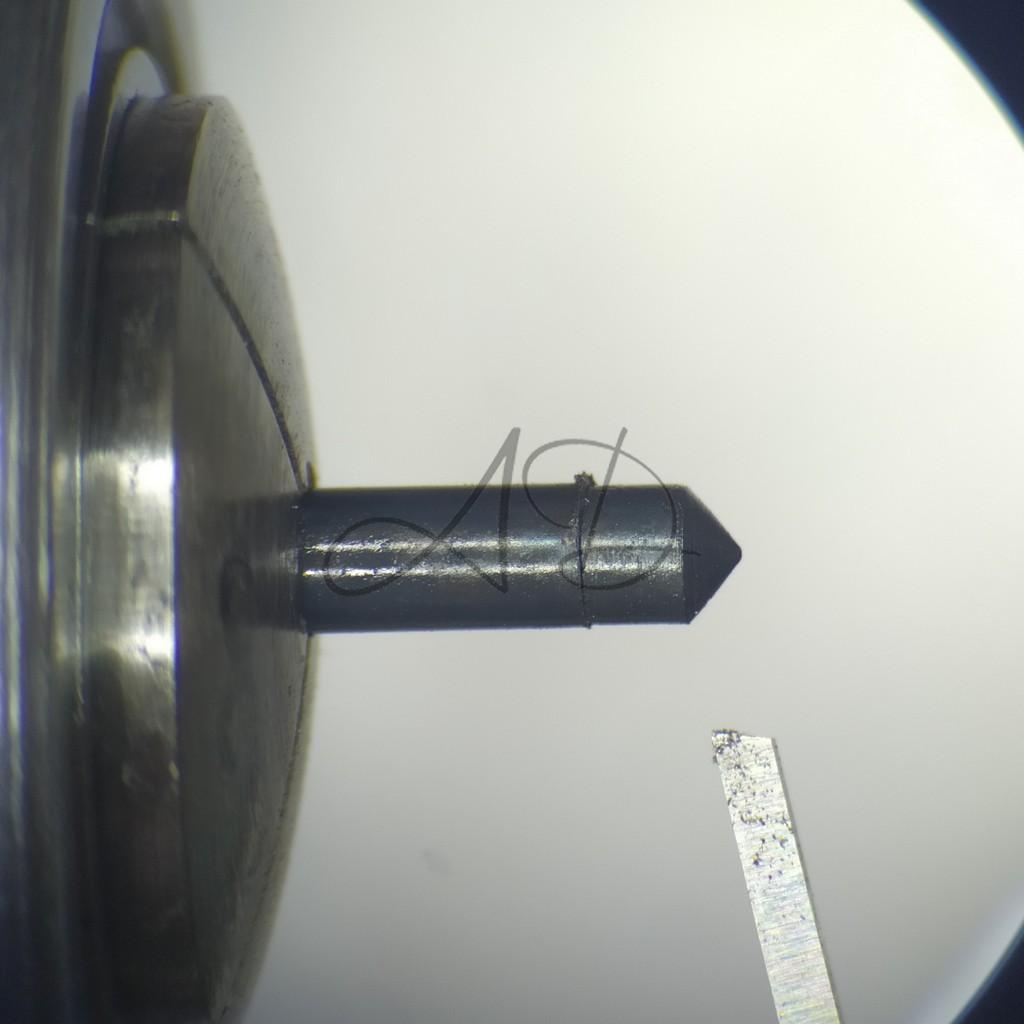
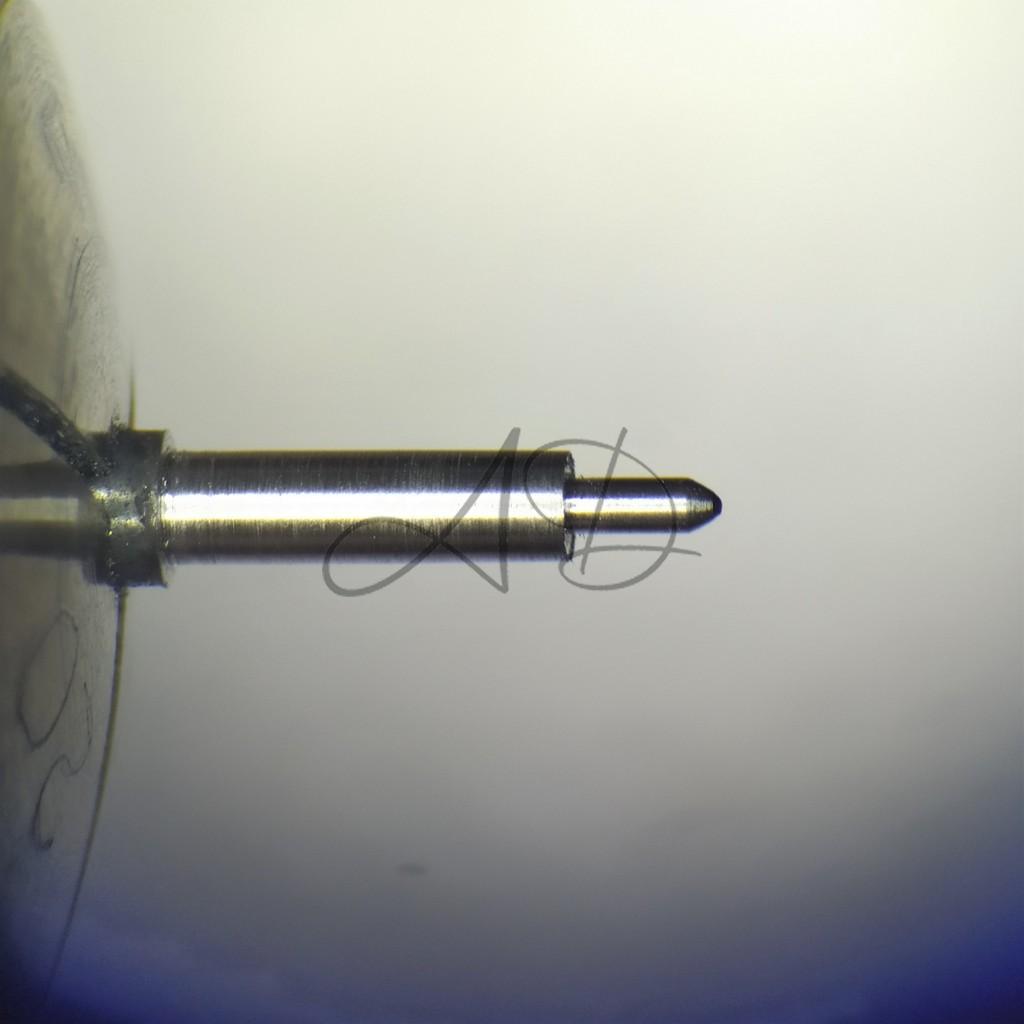
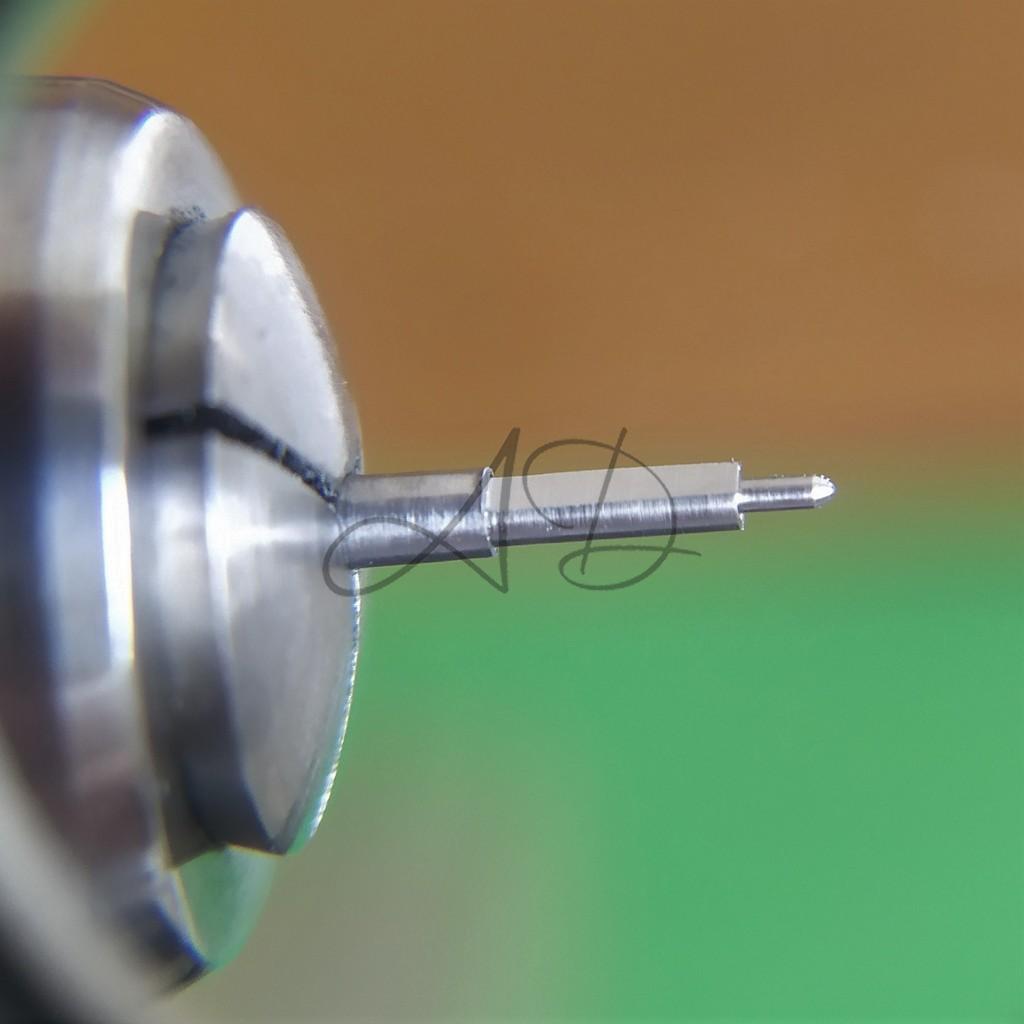
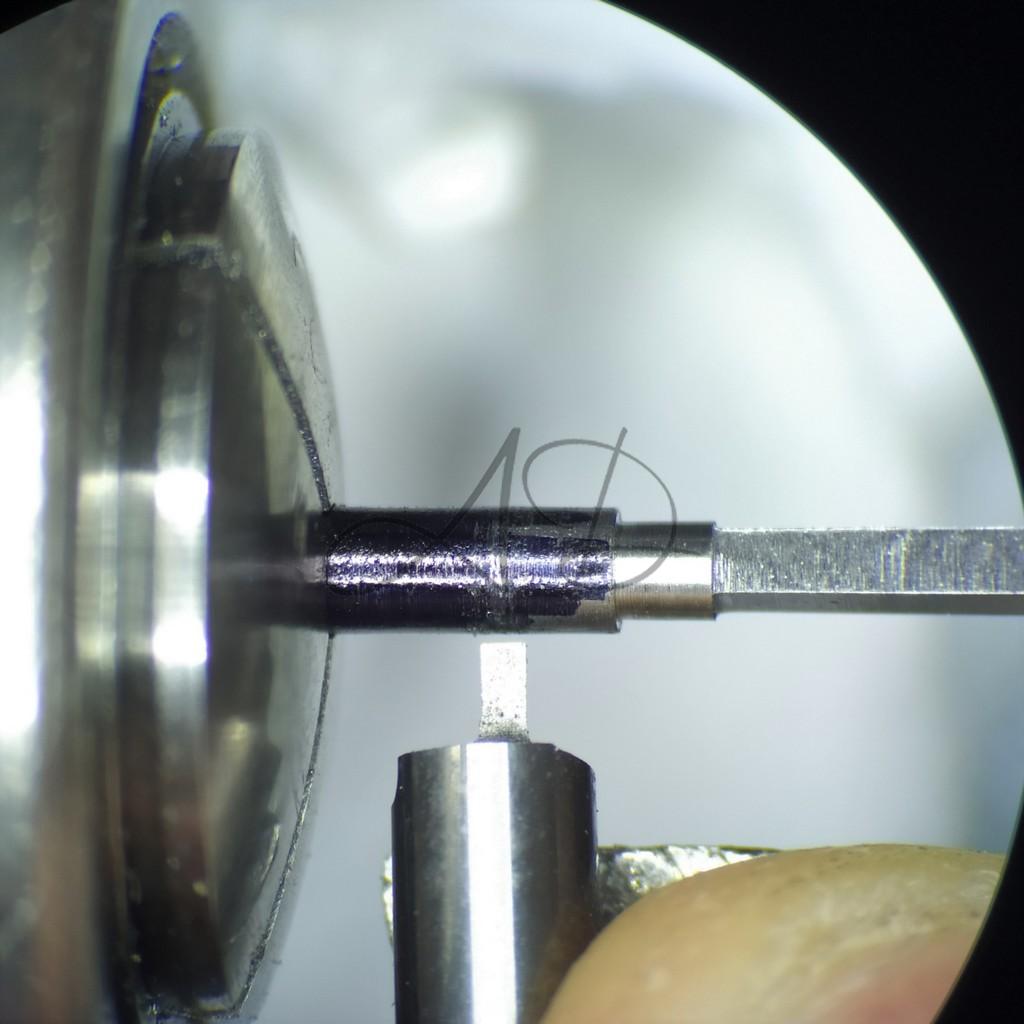
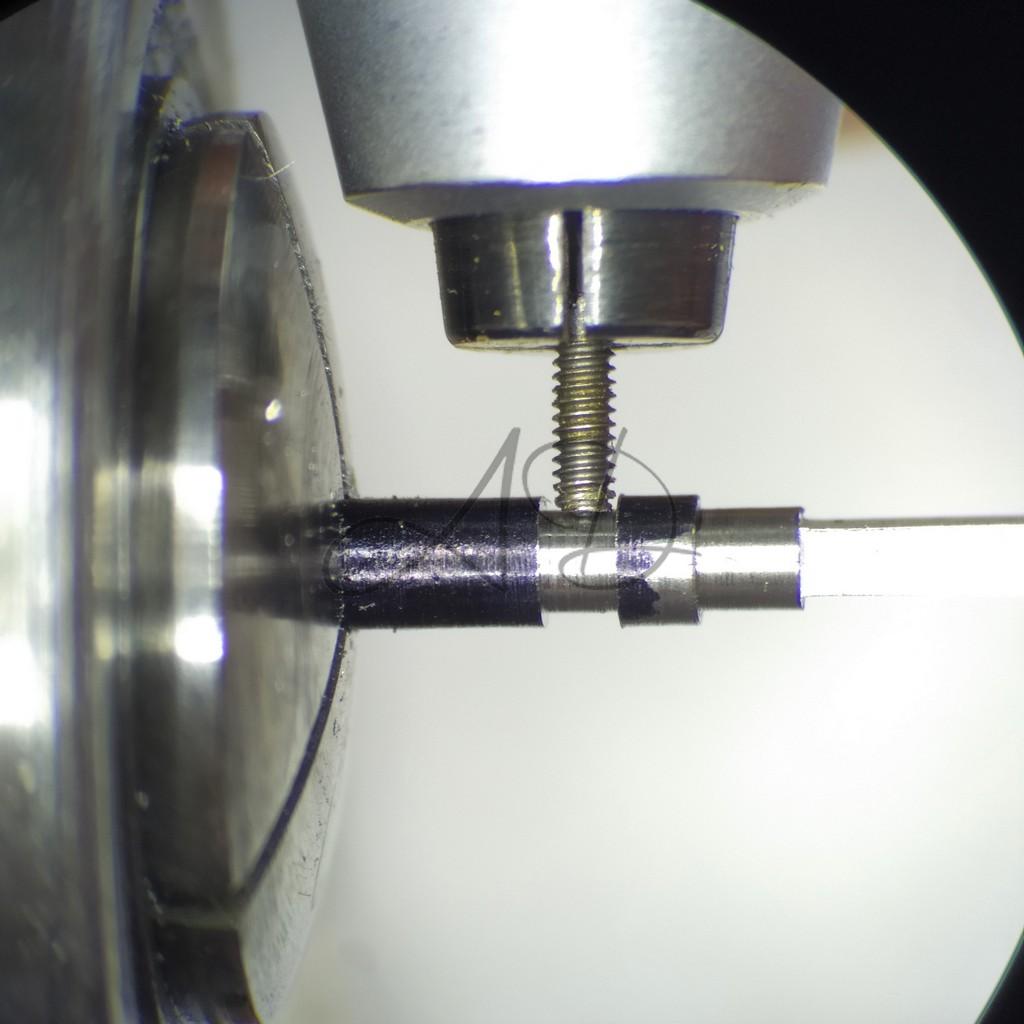
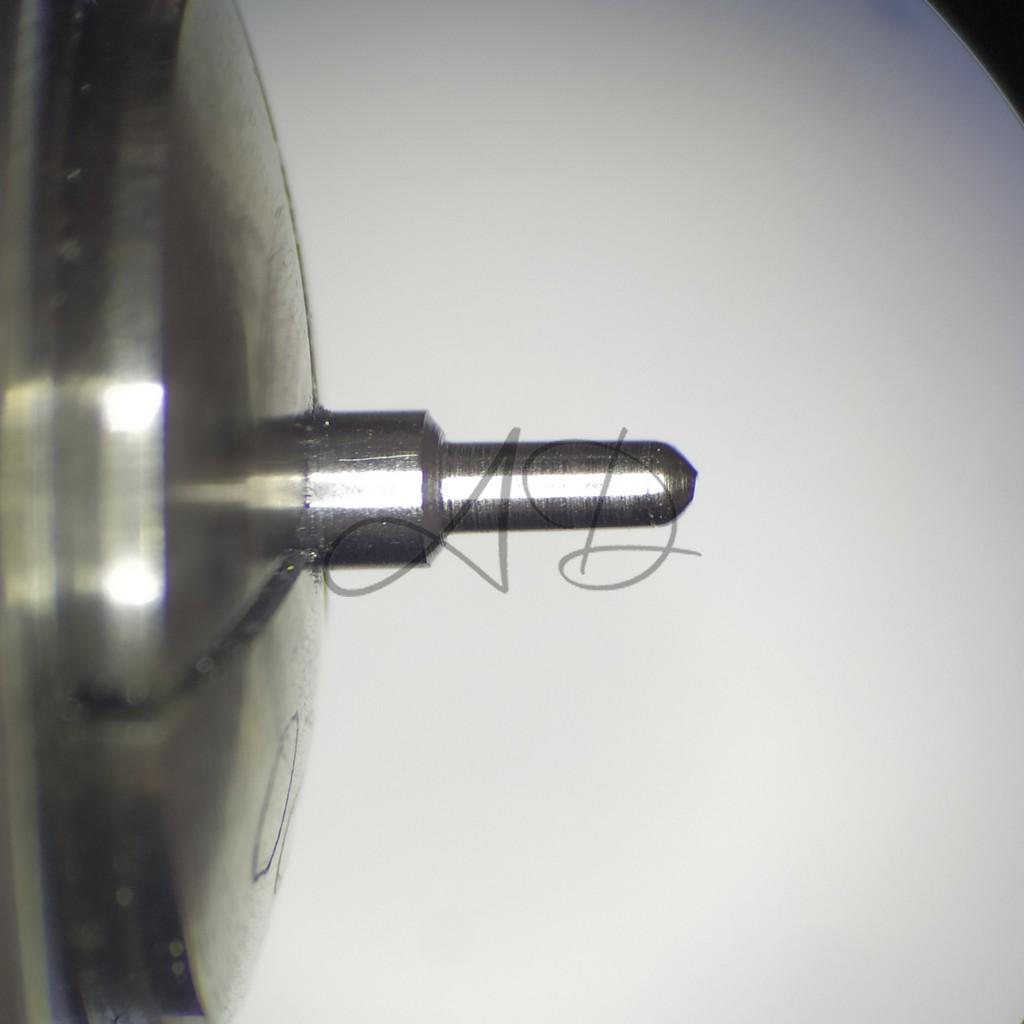
Nell'articolo che segue non ho intenzionalmente utilizzato il libro, ma ho cercato di spiegare in breve come si possano determinare tutte le misure necessarie alla costruzione di un albero di carica. Ritengo che questo sia un ottimo esercizio da praticare per velocizzare i tempi della lavorazione durante una ricostruzione più particolare, per la quale si è costretti a calcolare tutto autonomamente.
Aggiungo che questa procedura, teoricamente, dovrebbe risultare più precisa e più funzionale per l'orologio. In linea di massima i libri che riportano le misure sono molto affidabili; meno affidabili sono gli orologi con un secolo di vita. Le usure dei componenti di questo Longines non possono ovviamente essere considerate in nessun testo. Ogni orologio, dopo tutti questi anni, risulta essere un pezzo unico e come tale dovrebbe esser trattato.